皮秒激光精密微孔加工应用作为一种激光精密加工技术,皮秒激光在对高硬度金属微孔加工方面的应用早在20世纪90年代初就有报道。1996年德国学者Chichkov等研究了纳秒、皮秒以及飞秒激光与材料的作用机理,并在真空靶室中对厚度100μm的不锈钢进行了打孔实验,建立了激光微纳加工的理论模型,为后续的激光微纳加工实验研究奠定了坚实的理论基础。1998年Jandeleit等对厚度为250nm的铜膜进行了精密制孔实验,实验指出使用同一脉宽的皮秒激光器对厚度较薄的金属材料制孔时,采用高峰值功率更有可能获得高质量的的制孔效果。然而,优异的加工效果不仅取决于脉冲宽度以及峰值功率,制孔方式也是一个至关重要的因素,针对这一问题,Fohl等采用纳秒激光与飞秒激光对制孔方式进行了深入研究,实验结果显示纳秒激光采用螺旋制孔方式所加工的微孔整洁干净,而飞秒激光采用一般的冲击制孔方式所加工的微孔边缘有明显的再铸层。微纳制造技术研发和应用标志着人类可以在微、纳米尺度认识和改造世界。韶关MENS微纳加工

纳秒和飞秒之间,皮秒激光微纳加工应用独具优势!与传统的微纳加工技术相比,激光微纳加工具有如下独特的优点:非接触加工不损坏工具、能量可调、加工方式灵活、可实现柔性加工等。其中全固态皮秒激光具有极窄的脉冲宽度(皮秒)、极高的峰值功率(兆瓦)以及优异的光束质量,被广泛应用于各种金属、非金属材料的精密加工。研究表明,脉冲宽度高于10ps的皮秒激光加工过程中有明显的热效应存在,而且随着激光与材料作用时间的增加,工件表面会产生微裂纹以及再铸层;脉冲宽度低于5ps的皮秒激光与材料作用时会产生非线性效应,这对金属材料的加工非常不利。因此,适合微纳精密加工用的皮秒激光的脉冲宽度在5~10ps之间。为了提高加工效率,重复频率一般设定在十万赫兹量级,而平均功率则根据所加工材料的烧蚀阈值而定。韶关MENS微纳加工微纳检测主要是表征检测:原子力显微镜、扫描电镜、扫声波扫描显微镜、白光干涉仪、台阶仪等。

电子束的能量越高,束斑的直径就越小,比如10keV的电子束斑直径为4nm,20keV时就减小到2nm。电子束的扫描步长由束斑直径所限制。步长过大,不能实现紧密地平面束扫描;步长过小,电子束扫描区域会受到过多的电子散射作用。电子束流剂量由电子束电流强度和驻留时间所决定。电子束流剂量过小,抗蚀剂不能完全感光;电子束流剂量过大,图形边缘的抗蚀剂会受到过多的电子散射作用。由于高能量的电子波长要比光波长短成百上千倍,因此限制分辨率的不是电子的衍射,而是各种电子像散和电子在抗蚀剂中的散射。电子散射会使图形边缘内侧的电子能量和剂量降低,产生内邻近效应;同时散射的电子会使图形边缘外侧的抗蚀剂感光,产生外邻近效应。内邻近效应使垂直的图形拐角圆弧化,而外邻近效应使相邻的图形边缘趋近和模糊。
当前纳米制造技术在环境友好方面有望大展身手的一些领域:1、照明:对于传统的白炽光源来说,LEDs是一种高效能的替代,纳米技术可用来开发更多新的光源。2、发动机/燃料效率:采用纳米颗粒燃料添加剂能够减少柴油机的能耗并改善局部空气质量。微纳材料也用来改善飞机涡轮叶片的热阻性能,使得发动机可以在更高的温度下继续运转,进而提高整个发动机的效率。3、减重:新型较强度复合材料能够减轻材料的重量。未来的目标包括:在金属合金和塑料中掺杂纳米管来减少飞机的重量;改进橡胶配方中掺杂入轮胎的纳米颗粒;利用通过纳米技术制得的汽车等的催化式排气净化器优化车内燃料的燃烧过程。微纳加工技术的特点:多样化。

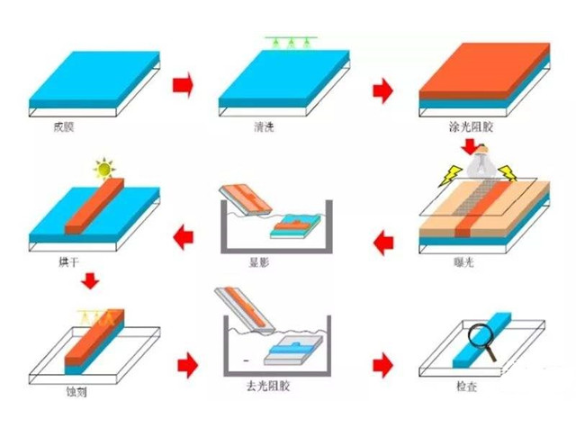
掩模板是根据放大了的原图制备的带有透明窗口的模板。例如,可以用平整的玻璃板,涂覆上金属铬薄膜,通过类似照相制版的方法制备而成。具有微纳图形结构的掩模板通常使用电子束光刻机直接制备,其制作过程就是典型的光刻工艺过程,包括金属各层沉积、涂胶、电子束光刻、显影、铬层腐蚀及去胶等过程。由于模板像素超多,用扫描式光刻机制作掩模板的速度相当慢,造价十分昂贵。曝光光刻是图形形成的中心工艺过程,可分为正胶工艺和负胶工艺,采用相同掩模板制作时,二者可获得互补的图形结构。另外,按照不同工作距离可分为接近式曝光、近贴式曝光(接触曝光)和投射式光学曝光;按照曝光系统的工作光源又可分为紫外线曝光、X射线与及紫外线曝光、电子束与离子束曝光。此外,微纳印刷技术(,如纳米压印技术,在纳米结构及器件制作中也得到了良好的发展,其高效的图形复制特点使之在工业界极具吸引力。卷对卷滚轴压印技术已经被产线普遍采用。微纳检测主要是表征检测:原子力显微镜、扫描电镜、扫描显微镜、XRD、台阶仪等。韶关MENS微纳加工
微纳加工技术指尺度为亚毫米、微米和纳米量级元件的优化设计、加工、组装、系统集成与应用技术。韶关MENS微纳加工
通过光刻技术制作出的微纳结构需进一步通过刻蚀或者镀膜,才可获得所需的结构或元件。刻蚀技术,是按照掩模图形对衬底表面或表面覆盖薄膜进行选择性腐蚀或剥离的技术,可分为湿法刻蚀和干法刻蚀。湿法刻蚀较普遍、也是成本较低的刻蚀方法,大部份的湿刻蚀液均是各向同性的,换言之,对刻蚀接触点之任何方向腐蚀速度并无明显差异。而干刻蚀采用的气体,或轰击质量颇巨,或化学活性极高,均能达成刻蚀的目的。其较重要的优点是能兼顾边缘侧向侵蚀现象极微与高刻蚀率两种优点。干法刻蚀能够满足亚微米/纳米线宽制程技术的要求,且在微纳加工技术中被大量使用。韶关MENS微纳加工