- 品牌
- 齐鲁利信
- 型号
- 齐全
- 可售卖地
- 全国
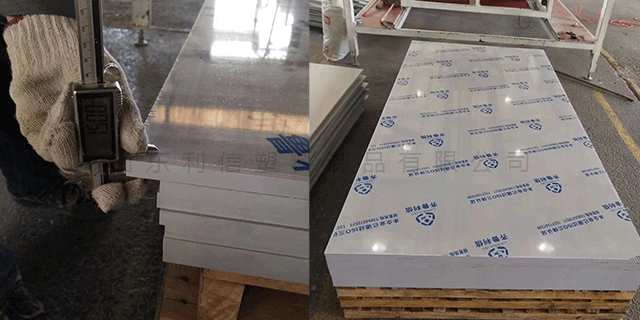
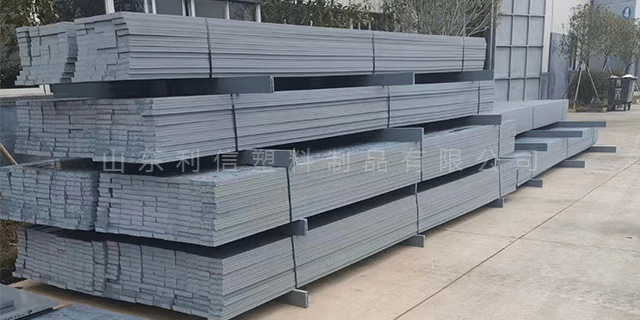
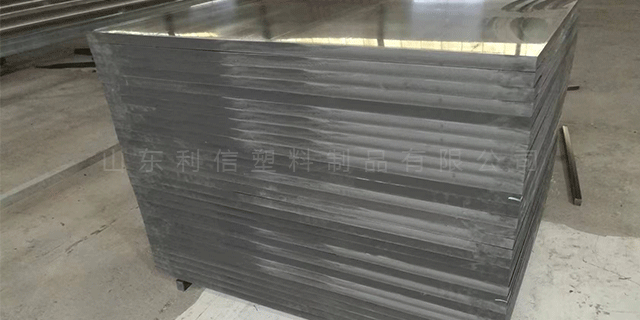
模具挤出:熔融塑化后的物料通过螺杆的推送,进入挤出模具。挤出模具的形状和尺寸决定了 PVC 硬板的形状和规格。模具内部设有流道,物料在流道中流动时,受到模具壁的约束和剪切,逐渐形成与模具型腔一致的板状。在挤出过程中,要严格控制挤出压力和挤出速度,使其保持稳定。挤出压力一般在 5 - 20MPa,挤出速度根据板材的厚度和宽度要求进行调整,通常在 0.5 - 5 米 / 分钟。挤出压力不稳定可能导致板材厚度不均匀,挤出速度过快可能使板材表面出现缺陷,如粗糙、气泡等。利信PVC板代替部分木板、钢板、铁板,被大量应用于各行各业。淄博硬质PVC板批发
螺杆设计与转速优化:螺杆的设计要与所加工的物料特性和生产工艺相匹配。不同的螺杆结构,如螺纹形状、螺槽深度、压缩比等,对物料的输送、熔融、塑化和挤出压力有不同的影响。例如,对于含有较多填充剂的物料,需要采用具有较大压缩比和较强剪切能力的螺杆。螺杆转速的优化也至关重要,转速应在保证物料充分塑化和稳定挤出的前提下,尽可能提高生产效率。通过实验和生产经验积累,确定针对不同配方和产品要求的较好螺杆转速范围。淄博硬质PVC板批发利信塑业:畅享未来,我们激扬豪迈。

聚合度较高的聚氯乙烯树脂制成的 PVC 硬板,在同等条件下,密度可能会相对偏大。同时,为了改善 PVC 硬板的性能或降低生产成本,生产过程中会添加各种助剂和填充剂。像常用的碳酸钙填充剂,由于其自身密度较大,随着填充量的增加,PVC 硬板的密度会相应上升。若填充量在 10% - 40% 这一常见范围变化时,对密度的影响较为明显。若添加 10% 的碳酸钙填充剂,PVC 硬板密度可能处于密度范围的下限附近;当填充量增加到 40% 时,密度则可能接近甚至突破密度范围的上限。此外,一些特殊用途的 PVC 硬板,通过调整配方或采用特殊生产工艺,其密度可能会超出上述常见范围。
增塑剂含量:这是两者重点的区别。PVC硬板中通常不含增塑剂或只含少量增塑剂(一般含量在5%以下),而PVC软板中增塑剂含量较高,通常在30%-50%。增塑剂的作用是增加PVC的柔韧性,所以增塑剂含量的多少直接决定了板材的硬度和柔韧性。2.其他成分比例:两者的基础原料都是聚氯乙烯树脂,但在稳定剂、填充剂等辅助材料的选择和比例上也可能存在差异。例如,PVC硬板为了提高刚性,可能会添加更多的填充剂;而PVC软板为了保证柔韧性,可能会选用更适合的稳定剂。利信塑业以专业的视角,以务实、敬业、勤奋、创新的态度聚焦PVC板材行业。
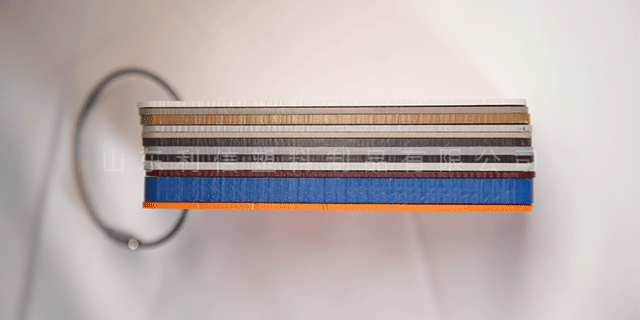
根据PVC硬板的使用环境和性能要求,选择合适的着色剂是提升颜色稳定性的关键。对于室外使用或对颜色稳定性要求较高的场景,应优先选择耐光性、耐热性、耐化学性较好的无机颜料;对于室内使用且对颜色鲜艳度要求较高的场景,可适当选用有机颜料,但需注意其耐光性等性能;尽量避免使用染料着色。同时,要选择优良的着色剂,确保其性能稳定。提高混合均匀性:采用先进的混合设备和工艺,确保着色剂与PVC树脂及其他助剂充分混合均匀。可通过调整混合时间、转速等参数,提高混合效果。利信塑料PVC板材采用挤出工艺,无水纹、无气泡。淄博硬质PVC板批发
利信板材助力“工业化发展”和“城市化进”的伟大梦想。淄博硬质PVC板批发
生产中多选用悬浮法聚氯乙烯树脂,根据不同的应用需求,会选择不同聚合度的树脂。一般来说,制造PVC硬板常采用聚合度在1000-1300的树脂,该聚合度范围内的树脂能赋予硬板较好的机械强度和加工性能。稳定剂:由于PVC树脂热稳定性差,在加工过程中易受热分解,释放出氯化氢气体,进而影响产品性能。因此,必须添加稳定剂来抑制这种分解反应。常见的稳定剂有铅盐稳定剂、钙锌复合稳定剂等。铅盐稳定剂虽稳定效果出色,但因环保问题,其使用正逐渐受到限制;钙锌复合稳定剂则因符合环保要求,应用越来越广阔。稳定剂的添加量通常在2%-5%之间,具体数值需依据实际生产情况和产品质量标准来确定。淄博硬质PVC板批发
- 德州硬质PVC板 2026-04-25
- 吉林PVC硬质塑料板定制尺寸 2026-04-25
- 东营PVC硬质塑料板定制颜色 2026-04-24
- 济南PVC塑料硬板定做 2026-04-24
- 河南硬质PVC板生产厂家 2026-04-24
- 海南硬质PVC板生产厂家 2026-04-24
- 陕西PVC塑料硬板多少钱 2026-04-24
- 河南硬质PVC板批发 2026-04-23
- 北京PVC塑料硬板定制颜色 2026-04-23
- 山西PVC塑料硬板生产厂家 2026-04-23
- 济宁PVC塑料硬板多少钱一平方 2026-04-23
- 安徽PVC硬质塑料板定制颜色 2026-04-22