- 品牌
- 赋耘
- 型号
- FY-OST-100
- 类型
- 晶间腐蚀仪
- 工作室尺寸
- 850x350x450mm
- 温度波动度
- 0.1
- 重量
- 42
- 厂家
- 赋耘
- 产地
- 上海
- 环境湿度
- ≤85%R.H,不凝露
- 环境温度
- 5-30℃
- 总功率
- 2100W
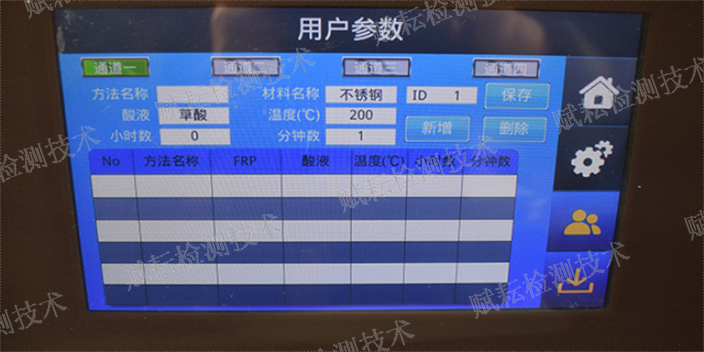
- 工作时间
- 0-999小时60分钟, 显示,可暂停时间。
- 控制温度
- 0-200℃,显示精度0.1℃
- 操作方式
- 触摸屏操作,支持中英文切换,亮度调节
工艺措施采用适当热处理工艺,控制在危险温度区的停留时间,防止过热,施焊时快焊快冷,使碳来不及析出。常见:1)固溶处理,将钢加热1050-1150℃后水淬,使铬化物溶于奥氏体中,这种方法只适合不再焊接的奥氏体钢。2)稳定化处理,一般在固溶处理后进行,将钢加热到850-880℃保温后空冷,此时Cr的碳化物完全溶解,脱离钛的碳化物不完全溶解,且在冷却过程中充分析出,使碳不可能再形成铬的碳化物,因而有效地消除了晶间腐蚀。3)铁素体不锈钢的敏化温度在900℃以上,而在700-800℃退火即可以消除晶间腐蚀倾向。4)去应力处理。一般加热到300-350℃回火。对于不含稳定化元素Ti、Nb的钢,加热温度不超过450℃,以免析出铬的碳化物而引起晶间腐蚀。对于碳和含Ti、Nb不锈钢的冷加工件和焊接件,需在500-950℃,加热,然后缓冷,消除应力。赋耘检测技术(上海)有限公司晶间腐蚀仪怎么使用呢?本地附近晶间腐蚀特价

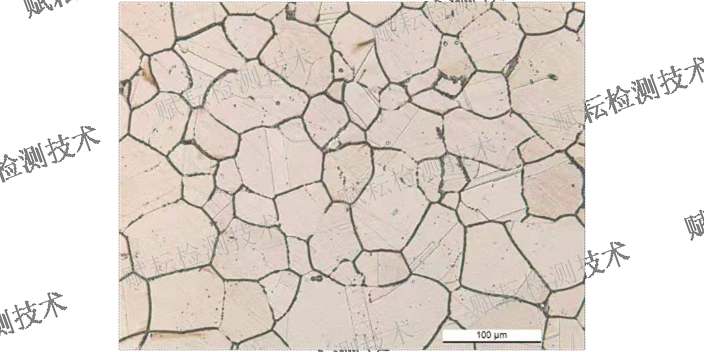
晶间腐蚀在众多金属体系里较为普遍,对金属材料的长期稳定性存在潜在威胁。金属材料的晶界区域由于原子排列相较于晶粒内部呈现出无序性,使得晶界具备更高的能量状态。当这类金属暴露于含有侵蚀性物质的环境中,晶界处因其较高的化学活性,便有较大可能率先引发腐蚀反应。就拿常见的镍基合金来说,倘若在冶炼或后续加工过程中,工艺条件把控欠佳,晶界部位可能会出现某些合金元素的聚集或者贫化现象。镍基合金中特定元素对其抗腐蚀性能起着关键作用,一旦晶界处这些关键元素的含量偏离适宜范围,在合适的腐蚀介质条件下,晶界就易遭受腐蚀,初始阶段可能形成细微的腐蚀坑洞,随着时间延续,这些坑洞逐渐连接并扩展,严重损害金属材料的整体性能 。本地附近晶间腐蚀特价敏化处理的历史背景和研究进展。
检测时机的经验参考,固定周期的年检可能不够充分。某炼油厂年度检查未发现异常,但半年后换热管发生破裂。追溯发现上次检查后设备经历了多次紧急启停,温度剧烈波动促使腐蚀发展。建议结合运行状况调整检测:经历超温事件后安排抽检;新设备开始焊接后半年开展专项检查;介质氯离子浓度偏高时考虑增加检查频次。简易现场检测可在高风险区粘贴应力感应片,定期查看是否存在微裂纹迹象。这种动态观察方式比固定周期更适应实际需求。
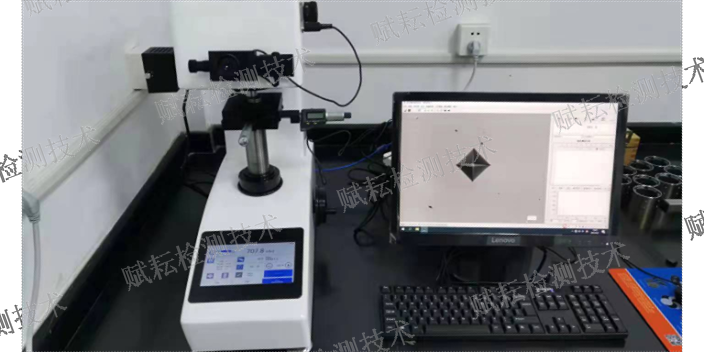
晶间腐蚀怎么检测国内和国际上现有关于晶间腐蚀的试验标准主要有以下几种方法:GB/T4334.(1~5)—2000不锈钢晶间腐蚀敏感性试验方法标准(根据不同材料敏感性选择相应标准)GB/T15260—1994《镍合金晶间腐蚀敏感性试验方法标准》GB/T21433-2008《不锈钢压力容器晶间腐蚀敏感性检验》CB/T3949-2001《船用不锈钢焊接接头晶间腐蚀试验方法》ASTMG28-02(2008)StandardTestMethodsforDetectingSusceptibilitytoIntergranularCorrosioninWrought,NickelRich,ChromiumBearingAlloys(中文名称:《锻造高镍铬轴承合金晶间腐蚀敏感性的检查用标准试验方法》GB/T7998-2005《铝合金晶间腐蚀测定方法》。激光表面处理对晶间腐蚀的防护作用?
维护操作的注意要点不当维护可能带来负面作用。某化工厂曾用盐酸浸泡不锈钢阀门除锈,尽管及时冲洗,半年后阀体仍出现晶间开裂。分析认为酸液渗入微缝导致侵蚀。类似情况包括:使用含氯化物溶剂清洗设备、焊接修补后未实施热处理、保温层破损引发局部过热等。推荐维护方式:清洗选用柠檬酸等弱酸制剂;修补焊接后安排整体热处理;潮湿环境定期查验保温层状态。建立标准化维护流程并进行人员培训,有助于减少操作失误。因此一定要注意维护的方式方法。赋耘检测技术(上海)有限公司晶间腐蚀不锈钢的标准有哪些?本地附近晶间腐蚀特价
赋耘检测技术(上海)有限公司晶间腐蚀仪腐蚀腐蚀液都有哪些?本地附近晶间腐蚀特价
材料成分与处理的影响要素材料对晶间腐蚀的倾向受多要素共同作用。合金成分中碳元素含量是一个要素,碳含量升高可能增加碳化物析出倾向。钛或铌等稳定化元素的加入,可能改变碳化物的形成类型。铬元素含量影响基体钝化能力。材料经历的加工过程也有影响:焊接热循环引起的局部温度变化,可能在某些区域诱发敏化;固溶处理的温度控制与冷却速率,对碳元素的固溶状态有作用;时效处理参数影响析出相形态。这些因素共同构成材料敏感性的基础条件。本地附近晶间腐蚀特价

不同合金体系对晶间腐蚀的敏感性存在明显差异。铁素体不锈钢因碳溶解度低且扩散速率快,敏感性通常低于奥氏体不锈钢。双相不锈钢凭借两相组织及高铬含量,具有更优的抗晶间腐蚀性能。镍基合金如哈氏合金,则通过低碳设计和钼的添加进一步增强耐蚀性。对于铝合金,特别是高 强度系列,晶间腐蚀常与晶界析出的阳极相有关,需要通过适当热处理控制析出相分布及类型。焊接热影响区是晶间腐蚀的高发区域。焊接过程中,局部区域经历敏感温度范围,导致碳化铬析出。多道焊尤其加剧该现象,因后续焊道对前序热影响区进行了二次加热。为提升焊接接头耐蚀性,可采用低碳焊材、控制线能量及层间温度,并在可能条件下进行焊后固溶处理。对于无法实施热处理...
- 新款晶间腐蚀出厂价格 2026-03-05
- 一次性晶间腐蚀商家 2026-03-05
- 本地附近晶间腐蚀特价 2026-03-04
- 斯特尔晶间腐蚀技术指导 2026-03-04
- 一次性晶间腐蚀零售价格 2026-03-04
- 固定晶间腐蚀推荐货源 2026-03-04
- 标乐晶间腐蚀功能 2026-03-02
- 国产晶间腐蚀厂家现货 2026-03-02
- 标乐晶间腐蚀厂家直销 2026-02-28
- 通常晶间腐蚀批发厂家 2026-02-27


- 上海草酸法晶间腐蚀操作说明 2026-01-17
- 内蒙古不锈钢C法晶间腐蚀厂家直销 2026-01-17
- 内蒙古奥氏体不锈钢晶间腐蚀什么品牌性价比高 2026-01-16
- 陕西奥氏体不锈钢晶间腐蚀怎么选择 2026-01-15
- 河南晶间腐蚀怎么选择 2026-01-14
- 河北不锈钢A法晶间腐蚀代理加盟 2026-01-12


- 定制腐蚀仪特价 03-05
- 实用金相抛光布有哪些 03-05
- 有哪些金相抛光布市场价格 03-05
- 哪里有金刚石磨盘市场价格 03-05
- 一次性晶间腐蚀商家 03-05
- 什么金相抛光布成交价 03-05
- 固定镶嵌树脂厂家直销 03-05
- 本地附近晶间腐蚀特价 03-04
- 斯特尔腐蚀仪大概多少钱 03-04
- 有哪些硬度计 03-04