- 品牌
- 钰博
- 型号
- 齐全
- 产地
- 山东
- 可售卖地
- 全国
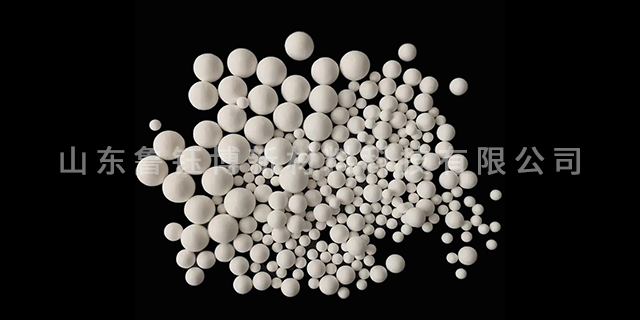
工业级氧化铝(纯度90%-99%):技术指标,纯度范围90%-99%,主要杂质为SiO₂(0.5%-5%)、Fe₂O₃(0.1%-1%)、Na₂O(0.3%-1.5%)。按用途细分:耐火级(90%-95%):允许较高杂质(SiO₂≤5%),但需控制Na₂O≤1.0%(避免高温下玻璃相生成);陶瓷级(95%-98%):SiO₂≤1%、Fe₂O₃≤0.3%,确保陶瓷坯体白度(≥85度);研磨级(97%-99%):Fe₂O₃≤0.1%(避免研磨时污染工件),Na₂O≤0.5%(保证硬度≥HV1800)。耐火材料(如高炉内衬砖)、普通陶瓷(茶具、瓷砖)、磨料(砂纸、砂轮)等对纯度要求较低的领域。90% 纯度氧化铝成本约 2500 元 / 吨,性价比优势明显。山东鲁钰博新材料科技有限公司始终以适应和促进发展为宗旨。泰安低温氧化铝出口加工
氧化铝
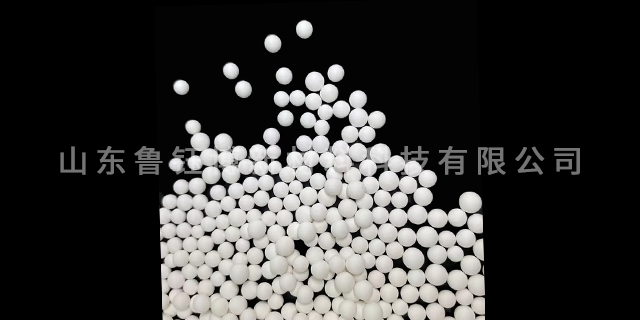
氧化铝粉末(通常为 α-Al₂O₃,粒径 1-5μm)加工成块状或异形件,是通过 “粉末预处理 - 成型 - 烧结 - 后加工” 的连贯工艺实现的。这一过程的重点是将松散的粉末转化为致密、较高的强度的陶瓷体 —— 通过成型赋予坯体形状,通过烧结使粉末颗粒结合(原子扩散形成冶金结合),获得符合尺寸和性能要求的制品。不同形状(如简单块状、复杂异形件)需匹配差异化工艺:块状件可通过干压成型高效生产,异形件(如多孔蜂窝、复杂腔体)则需依赖注塑、注浆等工艺。辽宁药用吸附氧化铝出口代加工鲁钰博产品质量稳定可靠,售后服务热情周到。
关键控制,喂料均匀性是重点——若粉末团聚,会导致局部密度低,烧结后出现缩孔;脱脂速率过快(>10℃/小时)会因粘结剂挥发过快产生裂纹,需分段升温(低温区2℃/小时,高温区5℃/小时)。适用场景,几乎可成型任意复杂异形结构(最小孔径0.5mm,较小壁厚0.3mm),但生产周期长(单件从注塑到烧结需3天),适合中小批量品质异形件(如航空发动机陶瓷叶片)。注浆成型利用料浆的流动性填充模具型腔,适合生产薄壁异形件(如陶瓷管、漏斗形部件),成本低于注塑成型。
工艺步骤,包套:将粉末装入弹性模具(橡胶或聚氨酯,厚度2-5mm),密封后放入高压容器;加压:液体介质注入容器,升压至100-200MPa(升压速率5MPa/分钟),保压10-30分钟(大尺寸坯体延长至60分钟);卸压:缓慢降压(速率≤10MPa/分钟),取出坯体。重点优势,坯体密度均匀(密度差<2%),烧结后致密度可达98%以上(干压成型通常95%);可成型大尺寸块状件(直径≥500mm),且内部无应力集中(避免烧结开裂)。某企业用等静压成型φ300mm的氧化铝陶瓷块,密度偏差只1.2%,远低于干压成型的4.5%。局限性,设备投资高(是干压成型的5倍),生产周期长(30分钟/件),适合品质块状件(如半导体用陶瓷基座)。鲁钰博遵循“客户至上”的原则。

工艺步骤,料浆制备:氧化铝粉末与水混合(固含率65%-70%),添加分散剂(三聚磷酸钠0.3%)和粘结剂(聚乙烯醇1%),球磨2小时至黏度300-500mPa・s(保证流动性);注浆:将料浆注入多孔模具(石膏或树脂模具,孔隙率20%),模具吸水使料浆在表面形成坯体层;脱模:当坯体厚度达到目标(通过注浆时间控制:10mm厚需30分钟),倒出多余料浆,干燥至含水率10%后脱模;修整:去除飞边,修补缺陷。优势与局限,设备简单(模具成本只注塑模具的1/10),适合薄壁件(壁厚0.5-10mm),但成型周期长(8小时/件),且坯体密度较低(只理论密度的50%),烧结收缩率大(需预留15%-20%收缩量)。鲁钰博一直本着“创新”作为企业发展的源动力。西藏氧化铝出口加工
山东鲁钰博新材料科技有限公司不断完善自我,满足客户需求。泰安低温氧化铝出口加工
注塑成型通过将粉末-粘结剂混合物注入模具,适合生产带复杂结构(如孔道、螺纹、腔体)的异形件(如汽车尾气净化器载体、电子连接器)。喂料制备:氧化铝粉末与石蜡(8%)、硬脂酸(2%)混合,在150℃捏合机中熔融混合(转速50r/min,1小时),冷却后破碎成3-5mm颗粒;注塑:颗粒在注塑机中加热至150℃融化(黏度1000-5000mPa・s),以5-10MPa压力注入模具(温度60℃),保压10秒定型;脱脂:坯体在氮气气氛中加热(从室温升至600℃,升温速率5℃/小时),使石蜡等粘结剂挥发(脱脂率≥98%),避免残留碳污染;烧结:同块状件工艺,但需控制升温速率(因异形件易应力集中)。泰安低温氧化铝出口加工
- 泰安低温氧化铝出口加工 2026-02-26
- 甘肃层析氧化铝出口加工 2026-02-26
- 云南层析氧化铝 2026-02-26
- 甘肃中性氧化铝外发加工 2026-02-26
- 菏泽氧化铝外发代加工 2026-02-26
- 江苏药用吸附氧化铝外发代加工 2026-02-25
- 甘肃Y氧化铝出口代加工 2026-02-25
- 河南药用吸附氧化铝多少钱 2026-02-25