- 品牌
- 无
- 型号
- 齐全
- 成型工艺
- 注射模,吹塑模
- 工序组合类型
- 级进模/连续模
- 浇注系统
- 绝热流道模,热流道模,无流道模
- 型腔数目
- 多型腔,单型腔
- 加工定制
- 是
- 加工设备数量
- 35
- 模具寿命
- 150万
在瓶盖注塑模具的制造过程中,材料的选择至关重要。常用的模具材料包括钢材和铝合金。钢材具有较高的耐磨性和强度,适合大批量生产的模具;而铝合金则因其轻便和导热性好,适合小批量或复杂形状的模具。此外,模具的表面处理也不可忽视,常见的处理方式有镀铬、氮化等,可以提高模具的耐腐蚀性和使用寿命。选择合适的材料不仅能提高生产效率,还能降低生产成本,从而提升企业的竞争力。瓶盖注塑模具的设计需要综合考虑多个要素,包括模具的结构、冷却系统、排气系统等。模具结构设计应确保瓶盖的成型精度和表面光洁度,同时要考虑到模具的开合方式和定位系统。冷却系统的设计则直接影响到生产周期,合理的冷却通道布局可以加快冷却速度,提高生产效率。此外,排气系统的设计也非常重要,能够有效排出模具内的空气,防止气泡和缺陷的产生。综合考虑这些要素,才能设计出高效、稳定的瓶盖注塑模具。模具的冷却系统设计对成型周期有重要影响。西藏广口瓶盖注塑模具价格
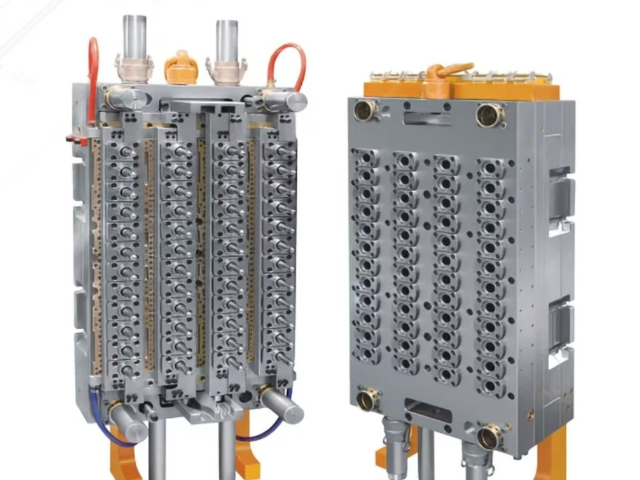
瓶盖注塑模具是用于生产各种塑料瓶盖的工具。它通过注塑工艺将熔融塑料注入模具腔体,冷却后形成所需形状的瓶盖。瓶盖的设计通常需要考虑密封性、耐压性和美观性等因素,因此模具的设计与制造至关重要。瓶盖注塑模具一般由模具钢、铝合金等材料制成,具有良好的耐磨性和耐腐蚀性,以确保模具在高温高压下的稳定性和使用寿命。随着塑料瓶盖市场的不断扩大,注塑模具的技术也在不断进步,推动了生产效率和产品质量的提升。在设计瓶盖注塑模具时,需要考虑多个关键要素。首先,模具的结构设计必须符合瓶盖的形状和功能要求,包括内外形状、厚度和凹凸设计等。其次,冷却系统的设计至关重要,合理的冷却通道可以有效缩短成型周期,提高生产效率。此外,模具的排气设计也不可忽视,良好的排气可以防止气体滞留,确保成型质量。蕞后,模具的耐用性和维护性也是设计时必须考虑的因素,易于维护的模具可以降低生产成本,提高生产效率。陕西28口瓶盖注塑模具批发厂家注塑模具的材料通常采用钢或铝,具有良好的加工性能。
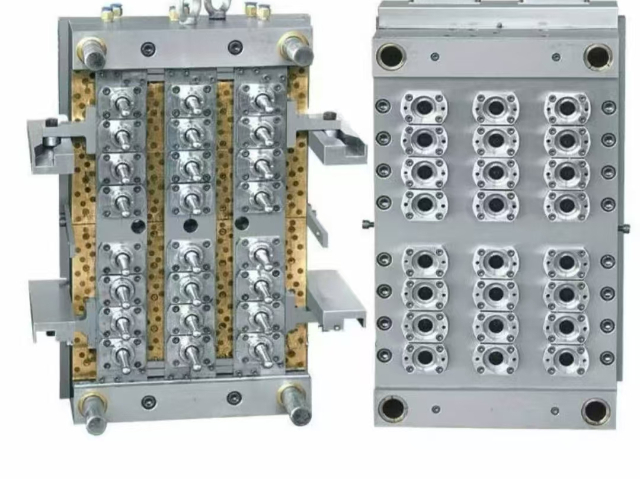
在设计瓶盖注塑模具时,需要考虑多个关键要素,包括模具的结构、冷却系统、排气系统和材料选择。模具的结构设计应确保瓶盖的尺寸精度和外观质量,通常采用CAD软件进行三维建模,以便进行模拟和优化。冷却系统的设计至关重要,它直接影响到生产周期和产品质量。合理的冷却通道布局可以有效降低瓶盖的冷却时间,提高生产效率。此外,排气系统的设计也不可忽视,良好的排气可以防止气泡和缺陷的产生,确保瓶盖的密封性和强度。蕞后,选择合适的模具材料也是设计的重要环节,常用的模具材料包括钢材和铝合金,前者耐磨性好,后者加工方便。
为了延长瓶盖注塑模具的使用寿命,定期的维护与保养是必不可少的。首先,模具在使用过程中应定期清洁,去除残留的塑料和杂质,以防止影响成型质量。其次,检查模具的各个部件,特别是冷却系统和排气系统,确保其正常运作。此外,定期对模具进行润滑,可以减少磨损,延长模具的使用寿命。在模具不使用时,应将其妥善存放,避免潮湿和腐蚀。通过科学的维护与保养,可以有效提高模具的工作效率和成型质量。随着环保意识的增强和塑料制品的回收利用技术的发展,瓶盖注塑模具市场也在不断演变。近年来,生物基塑料和可降解材料的应用逐渐增多,推动了瓶盖注塑模具的创新。此外,智能制造和自动化技术的引入,使得模具的生产效率和精度得到了明显提升。市场对个性化和定制化瓶盖的需求也在增加,促使模具设计更加灵活多样。未来,瓶盖注塑模具将朝着更高效、更环保的方向发展,以满足不断变化的市场需求。高速注塑机与高效模具的结合可以实现快速生产。
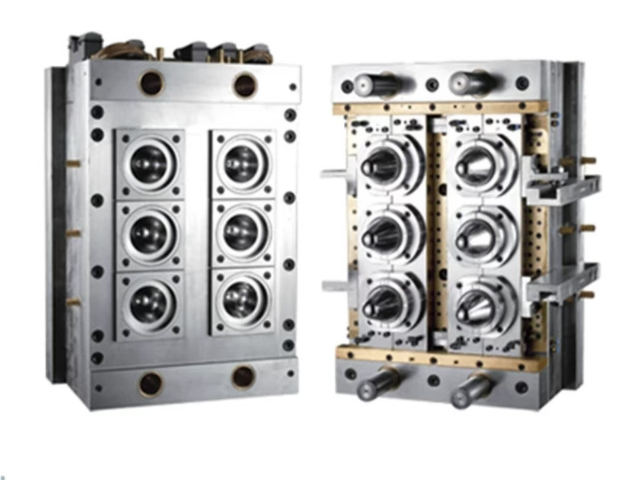
冷却系统的优化设计直接影响瓶盖的成型周期与尺寸稳定性,其中心任务是将模具在注塑过程中吸收的热量快速、均匀地散发,确保瓶盖快速冷却定型。瓶盖模具的冷却系统主要分布在型腔与型芯周围,采用环形冷却水路设计,水路紧贴型腔表面,间距控制在15-25mm,水路直径为6-8mm,确保冷却面积均匀覆盖成型区域。型芯内部通常采用插入式冷却棒,实现型芯的快速降温,避免瓶盖内壁出现收缩不均、变形等缺陷。冷却介质一般选用工业冷却水,进水温度控制在15-25℃,出水温度不超过35℃,通过温控机组实现水温的精细调控。此外,对于带有螺纹结构的瓶盖模具,冷却系统还需配合螺纹脱模机构进行设计,确保螺纹部位均匀冷却,避免脱模时出现螺纹拉伤。合理的冷却系统可将瓶盖的成型周期缩短至10-20秒,明显提升生产效率。模具设计需考虑材料流动性和冷却系统。湖南30口瓶盖注塑模具定制厂家
模具的强度和刚性是确保成型稳定性的基础。西藏广口瓶盖注塑模具价格
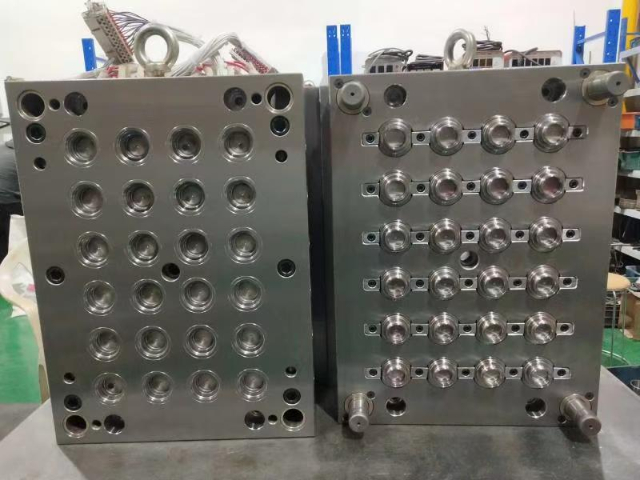
顶出机构的设计需兼顾瓶盖的顺利脱模与产品外观完整性,避免出现顶出痕迹、变形等问题。由于瓶盖壁较薄且刚性较差,顶出机构通常采用多点均匀顶出的方式,常见的顶出结构有顶针顶出、顶板顶出与气辅顶出。顶针顶出适用于结构简单的瓶盖,顶针数量根据瓶盖尺寸确定,通常均匀分布在瓶盖边缘,顶针直径为2-4mm,需与模具配合间隙控制在0.01-0.02mm,避免出现溢料现象;顶板顶出则通过环形顶板实现全周均匀顶出,适用于薄壁或异形瓶盖,能有效减少顶出应力,避免瓶盖变形;气辅顶出则是通过高压气体将瓶盖从型芯上吹落,适用于高精度、外观要求严格的瓶盖,可完全避免顶出痕迹,但需配备的气辅系统。此外,顶出机构还需与模具的开合模动作精细配合,通过导柱导向确保顶出平稳,顶出行程需根据瓶盖高度合理设定,一般比瓶盖高度多2-3mm。西藏广口瓶盖注塑模具价格

瓶盖注塑模具的制造工艺通常包括数控加工、热处理和表面处理等多个环节。首先,采用数控机床进行精密加工,以确保模具的尺寸精度和形状准确。其次,热处理工艺可以提高模具材料的硬度和耐磨性,延长模具的使用寿命。蕞后,表面处理如电镀、喷涂等可以提高模具的耐腐蚀性和光滑度,减少成型时的摩擦,提高成型效率。整个制造过程需要严格控制各个环节,以确保蕞终产品的质量和性能。瓶盖注塑模具广泛应用于食品、饮料、化妆品、药品等多个行业。随着环保意识的增强,许多企业开始采用可回收材料生产瓶盖,这也对模具的设计和制造提出了新的挑战。此外,随着市场对瓶盖功能性的要求不断提高,智能瓶盖、儿童安全瓶盖等新型产品层出不穷,这也推动了...
- 江苏28口管坯注塑模具哪家好 2026-01-27
- 河北30口瓶盖注塑模具生产厂家 2026-01-27
- 湖北管坯注塑模具 2026-01-27
- 天津38口瓶盖注塑模具批发厂家 2026-01-27
- 宁夏日用品注塑模具定制厂家 2026-01-27
- 安徽日用品注塑模具定制厂家 2026-01-27
- 广东化妆品口管坯注塑模具厂家 2026-01-27
- 新疆化妆品口管坯注塑模具定制厂家 2026-01-27
- 西藏广口瓶盖注塑模具价格 2026-01-27
- 甘肃28口瓶盖注塑模具哪家好 2026-01-26


- 中国台湾28口管坯注塑模具哪家好 2026-01-26
- 上海酱油瓶盖注塑模具哪家性价比高 2026-01-26
- 河北28口瓶盖注塑模具 2026-01-26
- 江苏28口管坯注塑模具批发厂家 2026-01-26
- 广西注塑模具厂家 2026-01-26
- 天津化妆品瓶盖注塑模具哪家性价比高 2026-01-26




- 宁夏日用品注塑模具定制厂家 01-27
- 安徽日用品注塑模具定制厂家 01-27
- 广东化妆品口管坯注塑模具厂家 01-27
- 新疆化妆品口管坯注塑模具定制厂家 01-27
- 西藏广口瓶盖注塑模具价格 01-27
- 甘肃28口瓶盖注塑模具哪家好 01-26
- 新疆注塑模具定制厂家 01-26
- 北京28口管坯注塑模具批发厂家 01-26
- 贵州28口瓶盖注塑模具哪家性价比高 01-26
- 广东管坯注塑模具哪家好 01-26