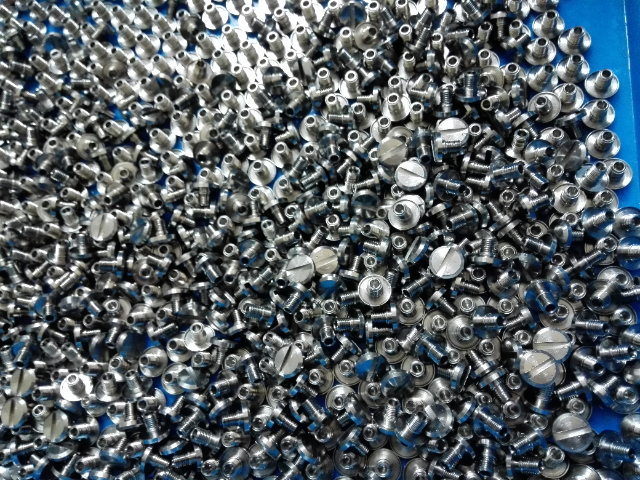
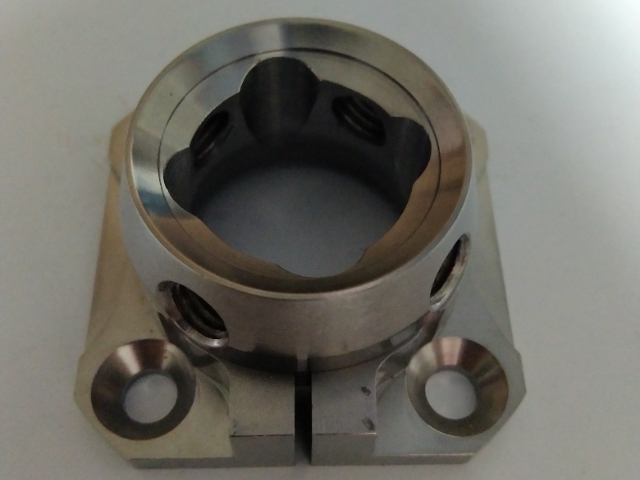
机加工工艺是钛标准件实现精密尺寸与表面质量的“雕琢”环节,通过数控车床、铣床、钻床等设备对塑性加工后的半成品进行精细加工,确保螺纹精度、密封面平整度、孔径公差等关键指标符合标准要求。对于螺栓、螺钉等带螺纹的钛标准件,螺纹加工是机加工的,除了塑性加工阶段的滚轧工艺外,对于大规格或特殊螺纹的产品,还需采用车削螺纹工艺,通过高速钢或硬质合金刀具在数控车床上加工,螺纹精度可达到GB/T 197规定的6H/6g等级,螺距误差控制在±0.01mm以内。密封面加工是法兰、垫圈等钛标准件的关键工序,例如突面法兰的密封面平整度需控制在0.02mm/m以内,表面粗糙度Ra≤1.6μm,通常采用数控铣床进行铣削加工,配合百分表实时监测平整度氯碱工业钛螺钉耐氯气、烧碱腐蚀,用于电解槽、管路阀门的固定连接。枣庄钛标准件货源厂家

2020年以来,全球“双碳”目标推动钛标准件产业向绿色化、低碳化转型,工艺优化、节能设备应用与循环经济成为升级。《巴黎协定》实施与各国碳中和目标下,高能耗、高污染传统工艺面临淘汰,绿色转型势在必行。技术突破聚焦低碳工艺:2021年中国开发海绵钛氯化镁循环利用工艺,能耗降25%、污染物排放减40%;2022年日本研发低温锻造工艺,锻造温度从800℃降至400℃,能耗减半。节能设备普及,光伏供电、余热回收系统在企业应用,某企业余热回收年减标煤1200吨;汕尾TA1钛标准件多少钱一公斤钛标准件遵循 GB/T 3098 国标,尺寸精度高,互换性强,适配各类标准安装孔位。

加工硬化效应,开坯需在加热状态下进行,加热温度根据合号精细控制——纯钛开坯温度约700-800℃,TC4钛合金约850-900℃,通过锻压设备将钛锭加工为截面均匀的棒坯或饼坯。锻压过程中,变形量与变形速度的控制至关重要,单次变形量需控制在20%-30%,避免因应力集中导致坯料开裂,同时采用多道次锻压细化晶粒,提升基材致密度。坯料的精加工环节同样关键,需通过车削或磨削去除表面氧化皮与缺陷,保证表面粗糙度Ra≤3.2μm,直径偏差控制在±2mm以内。对于微型钛标准件(如直径<5mm的螺钉),还需将棒坯进一步拉拔为细棒料,通过中间退火消除加工硬化,为后续精密加工做准备。原料制备环节的每一个细节,从钛锭纯度到坯料精度,都为钛标准件的品质奠定了基础,丝毫马虎都可能导致后续工序的批量报废。
钛标准件生产过程中,受材料特性、工艺参数、设备状态等因素影响,易出现多种质量问题,如裂纹、变形、表面腐蚀、尺寸超差等,针对这些问题需深入分析成因并采取针对性解决方案,持续优化生产工艺。裂纹是严重的质量缺陷,主要分为加工裂纹与热处理裂纹。加工裂纹多因单次变形量过大或润滑不良导致,如冷镦钛螺栓时,若单次镦锻变形量超过30%,易在头部与杆部过渡处产生裂纹,解决方案是合理分配道次变形量,每道次变形量控制在15%-20%,同时采用钛加工润滑剂,确保润滑充分;钛螺栓焊接性能好,焊缝强度与基材一致,适配一体化结构装配。

力学性能检测包括抗拉强度、屈服强度、伸长率等,不同牌号标准不同,如TA2螺栓退火态抗拉强度≥370MPa,TC4螺栓退火态抗拉强度≥895MPa;表面质量采用目视与放大镜结合检查,确保无氧化色、划痕、毛刺等缺陷;对于关键领域用件,还需进行专项检测,如化工用件的耐腐蚀性测试(中性盐雾试验48小时无腐蚀)、医疗用件的生物相容性测试、航空用件的无损检测(焊缝100%探伤)。质量控制体系还包括严格的批次管理与追溯机制,每一批钛标准件都赋予的批次号,记录原材料来源、生产设备参数、热处理工艺、检验数据等信息,一旦出现质量问题可快速追溯根源,及时采取召回或整改措施。此外,企业还需通过ISO 9001质量管理体系认证,部分领域还需通过AS9100(航空航天)、ISO 13485(医疗)等专项体系认证,确保质量控制的规范化与系统化。电子设备用小型钛螺钉(M2-M4)精度高、重量轻,适配微型部件固定。宝鸡TA2钛标准件货源源头厂家
石油化工钛螺母耐 H₂S、CO₂腐蚀,用于油井管、采油树固定,保障开采安全。枣庄钛标准件货源厂家
锻造工艺则适用于大规格钛标准件(如直径>50mm的螺栓、大型法兰),通过加热状态下的锻压变形,使坯料获得致密的组织与足够的强度,锻造温度与保温时间需精细匹配,例如TC4大螺栓锻造时,需在850℃保温60分钟,确保合金元素充分扩散。轧制工艺主要用于钛标准件的螺纹加工,分为滚轧与搓丝两种方式,滚轧通过一对旋转的轧辊对棒料施加压力,使金属塑性流动形成螺纹,相比传统车削加工,螺纹强度可提升20%-30%,且表面粗糙度更低(Ra≤1.6μm)。塑性加工过程中的润滑与冷却也不可或缺,的钛加工润滑剂能减少模具磨损,防止坯料与模具粘连,冷却系统则可控制加工过程中的局部温升,避免因过热导致性能不均。不同类型的钛标准件需匹配不同的塑性加工工艺,例如微型铆钉适合冷镦,大型法兰适合锻造,而精密螺钉的螺纹则适合滚轧,工艺的合理选择直接决定了标准件的成型质量与生产效率。枣庄钛标准件货源厂家
宝鸡中岩钛业有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在陕西省等地区的冶金矿产中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同宝鸡中岩钛业供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!