数控旋风铣作为一种高效的金属加工设备,其主要工作方式是借助高速旋转的刀盘,搭配度的硬质合金刀具对各类工件进行铣削加工,其工作效率相较于传统的车削、铣削设备有着明显的优势。在实际加工过程中,刀盘的高速旋转为主要动力来源,能够在短时间内完成对工件表面的切削处理。硬质合金刀具凭借其高硬度和耐磨性,即使在高速切削的严苛环境下,也能保持稳定的切削性能,有效减少了刀具更换的频率,进一步提升了整体加工效率。与传统设备相比,数控旋风铣在处理相同规格的工件时,不仅能缩短加工时间,还能减少因多次装夹带来的误差,从而保证了加工质量的稳定性。这种高效的加工方式使其在批量生产中备受青睐,尤其适用于对加工效率要求较高的制造场景。适配飞机起落架轴类零件,减少应力集中延长疲劳使用寿命。转子数控旋风铣欢迎选购
数控旋风铣:模具制造常用的数控加工机床有:数控铣床、数控电火花成型机床、数控电火花线切割机床、数控磨床及数控车床。数控机床通常由控制系统、伺服系统、检测系统、机械传动系统及其他辅助系统组成。控制系统用于数控机床的运算、管理和控制,通过输入介质得到数据,对这些数据进行解释和运算并对机床产生作用;伺服系统根据控制系统的指令驱动机床,使刀具和零件执行数控代码规定的运动检测系统则是用来检测机床执行件(工作台、转台、滑板等)的位移和速度变化量,并将检测结果反馈到输入端,与输入指令进行比较,根据其差别调整机床运动;机床传动系统是由进给伺服驱动元件至机床执行件之间的机械进给传动装置;辅助系统种类繁多数控数控旋风铣要多少钱多轴联动自动去除蜗杆两端毛刺,无需额外工序提升效率。

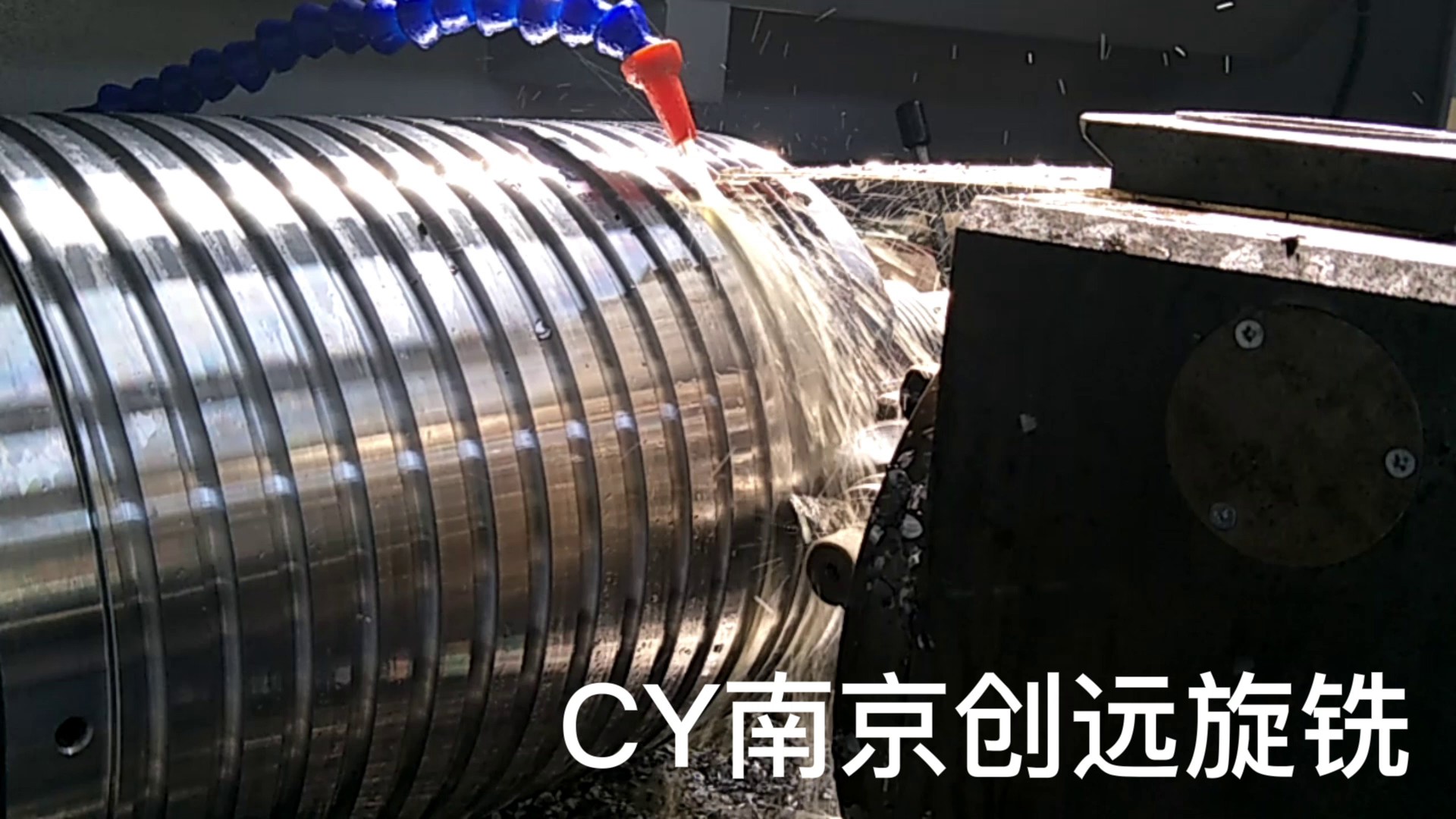
在南京创远旋铣,滚珠丝杠硬旋风铣床展现出了良好的性能和广泛的应用价值。某机械制造企业面临着滚珠丝杠加工的难题。以往采用传统加工方式,不仅效率低下,而且难以保证滚珠丝杠的高精度要求。引入南京创远旋铣的滚珠丝杠硬旋风铣床后,情况得到了极大改善。这台机床采用CBN铣刀对硬度高达HRC60±2的滚珠丝杆进行硬旋风铣削。针对不同类型的滚珠丝杆,灵活运用内包络旋风铣削和外旋风铣削的不同结构。例如,对于有特殊要求的滚珠丝杠,外旋铣的方式避免了工艺台阶,确保了产品的完整性和精度。在实际生产中,该机床不仅能够成型硬铣淬火滚珠丝杠,还能铣削精密梯形丝杠及螺杆泵转子。其加工长度可达2000-8000mm,满足了多种规格产品的加工需求。通过使用南京创远旋铣的滚珠丝杠硬旋风铣床,该企业大幅提高了生产效率,缩短了生产周期。同时,加工出的滚珠丝杠精度更高,表面质量更好,提升了产品在市场上的竞争力。
由于数控旋风铣在切削过程中产生的温度较低,刀具的磨损程度相对较小,这使得刀具的使用寿命得以明显延长。刀具的磨损主要受切削温度、切削力和工件材料等因素的影响,其中切削温度是导致刀具磨损的重要原因之一。高温会使刀具材料的硬度和强度下降,加速刀具的磨损。而数控旋风铣因为大部分切削热被切屑带走,刀具处于相对较低的温度环境中,其材料性能能够得到较好的保持,减少了因高温软化而导致的磨损。同时,稳定的切削过程也降低了切削力的波动,进一步减轻了刀具的磨损。刀具使用寿命的延长不仅降低了刀具的更换频率,减少了生产成本,还减少了因换刀而造成的停机时间,提高了设备的利用率。对比传统车削退刀便捷,大幅减轻工人劳动强度提升操作安全。

在钻凿过程中螺纹受到高频率的脉动冲击载荷,同时还要传递很大的扭矩,这就对波形螺纹质量提出了高的要求。双波螺纹牙型特殊,螺距较大,加工起来困难很大。传统的加工方法是仿形法,这种方法切削抗力较大且当长径比较大时会导致工件刚性不足,工艺系统容易出现严重振动,制约了产品的质量和生产效率;近一个多月,我司在双波螺纹杆旋铣加工上有了的新突破,利用数控旋风铣采用尖刀偏心旋风铣削法加工波形螺纹,此方法提高了螺纹的质量和生产效率搭配 35kw 主电机,刀盘转速达 2000-8000r/min 实现高速切削。地址钻杆数控旋风铣产品介绍
主轴经高精密伺服减速器,实现强力分度切削与精确定位。转子数控旋风铣欢迎选购
数控旋风铣的操作界面设计简单直观,采用全汉化内容,人机交互友好,使得操作人员能够轻松上手。对于操作人员来说,复杂的操作界面会增加学习难度和操作失误的风险。而数控旋风铣的操作界面经过精心设计,将各种功能按钮和参数设置进行了合理布局,操作人员能够快速找到所需的功能。全汉化的内容消除了语言障碍,让操作人员能够准确理解界面上的提示和说明,避免了因语言问题而导致的操作错误。友好的人机交互设计使得操作人员在操作过程中更加流畅便捷,能够快速掌握设备的操作方法,提高了工作效率,同时也降低了培训成本。转子数控旋风铣欢迎选购