背光散射(通常指的是光线在物质中传播时,部分光线向光源相反方向散射的现象)在酶标板检测中并不是一个直接影响因素。酶标板主要用于酶联免疫吸附测定(ELISA)等生化实验中,其性能主要取决于板材的材质、表面处理和光学性质,以及酶标仪的检测能力。然而,背光散射可以在一定程度上影响酶标仪的读数。当使用酶标仪进行吸光度或荧光强度测量时,如果酶标板内或表面存在杂质、划痕或不平整等,这些不均匀性可能导致光线的散射,包括背光散射。这种散射可能会降低测量的准确性和可靠性,因为散射光会干扰到检测信号,使得读数偏离真实值。平整的底部能够减少非特异性吸附,降低背景噪音,从而提高检测灵敏度。灭菌酶标板价格

激光打码技术是一种利用高能量密度的激光对工件进行局部照射,使表层材料汽化或发生颜色变化的化学反应,从而留下长久性标记的打码方法。它主要包括激光发射、光束聚焦和物质相互作用三个主要步骤。具体来说,激光打码机通过激光束的高功率密度和较小的聚光点,实现对物体进行精细刻画。在激光器的作用下,激光光束经过准直器、荧光屏和平面反射镜等元件后聚焦到工件表面,对工件进行加工刻划。激光与工件表面的物质发生相互作用,使其发生气化、蒸发、熔化或颜色变化等过程,从而实现标记效果。激光打码技术被广泛应用于生产制造、物流配送、防伪溯源等领域,其主要作用是将文字、条形码、二维码等信息标记在产品表面,以便实现跟踪、溯源和管理。该技术具有高效、稳定、精细等优势,对于各种材料的加工均具有良好适应性。灭菌酶标板价格经过表面处理的酶标板能够明显降低背景信号,提高实验结果的准确性和可靠性。

在GMP10万级洁净车间生产,且严格按照ISO 9001及ISO 13485质量管理体系。在GMP 10万级洁净车间生产,并严格遵守ISO 9001及ISO 13485质量管理体系,意味着您的企业致力于确保产品的高质量和安全性。GMP10万级洁净车间生产:空气洁净度:十万级洁净车间的空气洁净度要求通常为ISO8级别,即每立方米空气中可容忍的固体颗粒物不超过100,000个。这意味着车间需要配备高效的空气过滤和通风系统,以确保空气中的颗粒物和微生物维持在可接受的范围内。温湿度控制:根据GMP的要求,洁净室的温湿度需要严格控制。温度一般控制在20°C至24°C之间,相对湿度范围应控制在45%至55%之间。这样的环境可以有效地防止微生物和霉菌的滋生。压差控制:不同洁净度等级相邻洁净室之间的压差应≥5Pa,洁净室与非洁净室之间的压差应≥10Pa,以防止空气逆流和污染。噪声控制:在动态试验时,万级无尘车间噪声等级不得超过70分贝A;在静态试验时,不得超过60分贝A。气流组织:10万级无尘车间主要采用局部孔板吊顶送风、带扩散板的髙效空气过滤器吊顶送风或上墙送风等送风方式。
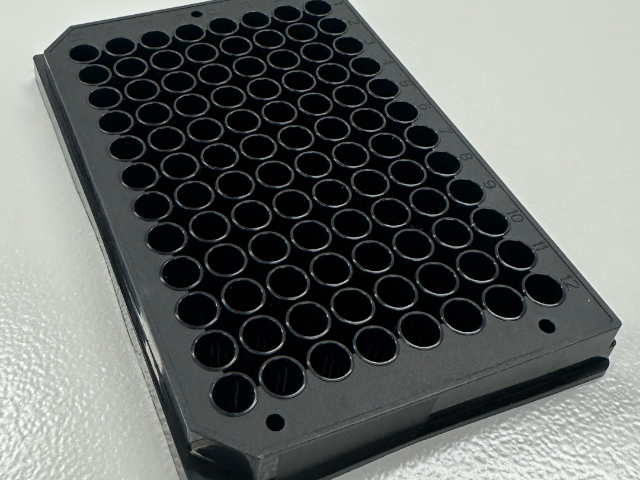
LuxCell 96孔黑色酶标板采用高精密模具。PP材料具有更好的耐热性和温度稳定性,在高温下也不易变形,这使得PP酶标板在高温实验条件下具有更好的性能。同时,PP材料还具有抗辐照、低变形度、耐腐蚀等特性,进一步提高了酶标板的可靠性和稳定性。总之,PP酶标板是一种高性能、多功能的实验工具,在科研和临床诊断中发挥着重要作用。PP酶标板具有许多明显的优点,比如化学稳定性、耐热性和温度稳定性、高透明度等,适用于多种实验条件。 医用级PP板具有优异的耐化学性,能够抵抗多种化学物质的侵蚀。

ISO13485质量管理体系(针对医疗器械行业):质量管理体系的要求:与ISO9001类似,ISO13485也要求企业建立、实施和维护质量管理体系,以确保医疗器械的安全性和有效性。法规要求:企业应确保符合与医疗器械相关的所有法律法规要求,包括产品注册、许可和上市后的监管要求。风险管理:企业应建立和实施风险管理过程,以识别、评估和控制医疗器械的风险。设计和开发:企业应确保医疗器械的设计和开发符合相关法规和标准的要求,并进行充分的验证和确认。通过遵守GMP10万级洁净车间的生产要求和ISO9001及ISO13485质量管理体系的标准,您的企业将能够确保产品的高质量、安全性和合规性,从而赢得客户的信任和市场的认可。PP酶标板特别适用于需要直接接触生物样本或细胞的实验场景。苏州实验室耗材酶标板型号
如果酶标板中存在核酸酶,可能会降解目标DNA或RNA的片段,影响实验的准确性和可靠性。灭菌酶标板价格
此外,激光打码技术还可以与自动化设备和软件相结合,实现全自动化的实验流程。例如,在细胞培养实验中,通过自动化设备将细胞接种到带有激光打码的酶标板上,然后利用自动化软件对实验过程进行监控和数据记录。这样可以很大程度上减轻实验人员的工作负担,提高实验效率,并减少人为因素对实验结果的影响。总之,96孔黑色PP酶标板支持激光打码技术,为实现全自动分析与追踪记录提供了强有力的支持。这种技术在实验室管理和自动化实验流程中具有广泛的应用前景。灭菌酶标板价格