- 品牌
- 华彩
- 形状
- 多面体状粉末
- 制作方法
- 机械法
为了获得高质量的注塑制品,除了关注模具温度和排气情况外,还需要注意以下几个方面:选择合适的注塑机:根据塑粉的特性和制品的要求,选择具有合适螺杆直径和长度的注塑机。控制注射速度和压力:注射速度和压力对塑粉的流动和填充有重要影响。注射速度过快可能导致流动不均匀,产生喷射痕等问题;注射压力过低则可能使制品填充不饱满。控制模具温度分布:为了获得更好的制品质量和均匀的物理性能,需要确保模具温度分布均匀。严格控制加工条件:如塑化温度、注射速度、注射压力、冷却时间等,以获得很好的制品质量。定期维护注塑机:为了确保稳定的生产过程,应定期对注塑机进行维护和保养。加强操作工人的培训:操作工人需要经过培训,熟悉各种注塑工艺参数和要求,以及应对各种问题的能力。随着科技的不断进步,塑粉的性能和应用领域将不断拓展,为塑料行业带来更多的创新和发展机遇。广东什么是塑粉厂家
塑粉在注塑成型时,模具的温度和排气情况是非常关键的因素,它们直接影响到制品的质量和性能。下面我们详细讨论这两个因素。首先,模具的温度对塑粉的塑化和流动有着明显的影响。如果模具温度过高,可能会导致塑粉过早熔融,使得流动不均匀,产生表面瑕疵等问题;而如果模具温度过低,则可能导致塑粉塑化不完全,制品强度和韧性下降。因此,需要根据塑粉的特性和注塑工艺要求,设定合适的模具温度。一般情况下,模具温度应略高于塑粉的熔点,并在注塑过程中保持温度稳定。其次,模具的排气情况也是影响注塑成型的关键因素。在注塑过程中,如果模具排气不良,空气或挥发物可能被困在模具中,形成气穴或表面瑕疵。这不仅会影响制品的美观度,还可能影响其性能。因此,模具设计时应充分考虑排气问题,如合理设置排气槽、排气孔等。在注塑过程中,操作工人也应定期检查排气情况,确保气体能够顺利排出。广东什么是塑粉厂家塑粉在使用时需要注意安全事项,如穿戴防护眼镜和手套等。

为了控制塑粉的收缩率,可以采取以下措施:调整加工温度:加工温度对塑粉的收缩率有明显影响。适当提高加工温度可以减小收缩率,但过高的温度可能导致塑粉分解或变色。因此,需要根据塑粉的特性和制品的要求,合理设定加工温度。调整模具温度:模具温度也是影响塑粉收缩率的重要因素。适当提高模具温度可以减小收缩率,但模具温度过高可能导致制品粘模或产生其他问题。因此,需要根据实际情况,合理设定模具温度。延长冷却时间:冷却时间越长,塑粉的收缩率越小。但在实际生产中,冷却时间过长会影响生产效率。因此,需要在保证制品质量的前提下,尽量缩短冷却时间。选择合适的添加剂:某些添加剂可以在一定程度上减小塑粉的收缩率。例如,添加收缩剂、增强剂等可以改善塑粉的收缩性能。优化模具设计:合理的模具设计可以减小塑粉的收缩率。例如,优化进料点、流道设计等可以改善塑粉的流动和填充,从而减小收缩率。
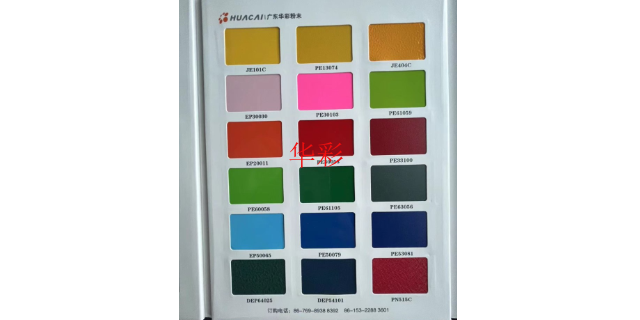
在塑粉涂层中,颜色的选择和应用对于美化塑料制品的外观起着至关重要的作用。通过选择合适的颜色,可以提升塑料制品的美观度和吸引力。塑粉通常具有多种标准颜色可供选择,包括常见的白色、黑色以及其他各种鲜艳或柔和的色彩。这些标准颜色可以满足大部分塑料制品的涂装需求。然而,有时候标准颜色可能无法满足特定的需求。在这种情况下,可以通过调色技术来获得所需的颜色。调色是一种将不同颜色的塑粉进行混合,以获得所需颜色的过程。通过精确控制颜色的比例和混合方式,可以实现高度准确的颜色匹配,满足各种个性化的需求。这种调色技术的灵活性使得塑粉在颜色定制方面具有优势。除了标准颜色和调色技术外,一些塑粉品牌还推出了特殊的颜色效果,如金属色、珠光色等。这些特殊效果可以进一步丰富塑粉的颜色选择,提供更具吸引力的外观装饰效果。通过使用这些特殊效果,可以使塑料制品展现出与众不同的外观,提升其整体的美观度和质感。塑粉具有良好的耐热性和耐化学腐蚀性。

建筑行业:在建筑行业中,塑粉被广泛应用于室内外装饰材料如墙板、天花板、地板等。通过调整塑粉的颜色和外观,可以创造出具有美观和个性化的装饰效果,提高建筑的美观度和使用价值。玩具行业:在玩具行业中,塑粉被用于制造各种玩具如积木、拼图、模型等。通过调整塑粉的颜色和外观,可以吸引儿童的注意力,增加产品的趣味性和互动性。电子产品行业:在电子产品行业中,塑粉被用于制造各种电子产品的外壳和面板。通过调整塑粉的颜色和外观,可以使其与产品的整体设计风格相协调,提高产品的整体感和美观度。包装行业:在包装行业中,塑粉被用于制造各种包装材料如包装袋、包装盒、标签等。通过调整塑粉的颜色和外观,可以使其与被包装产品的风格相匹配,提高产品的品牌形象和市场竞争力。塑粉的颜色种类丰富,可以根据需要进行调色,满足不同的美观需求。广东什么是塑粉厂家
塑粉在使用时需要控制好加工温度,避免过高或过低。广东什么是塑粉厂家
为了获得高质量的制品,除了关注流动性和填充性外,还需要注意以下几点:模具设计:合理的模具设计可以减少流动阻力,提高填充效果。例如,适当增加模具的流道尺寸、优化进料点等。加工温度:加工温度对塑粉的流动性和填充性有明显影响。加工温度过低可能导致塑粉流动性差、填充不均;温度过高则可能导致塑粉分解、变色等。注射速度和压力:注射速度和压力也是影响填充效果的重要因素。注射速度过快可能导致流动不均、产生喷射痕;注射压力过低则可能导致制品填充不饱满。后处理:制品出模后需要进行适当的后处理,如退火、冷却等,以消除内应力、提高制品性能。操作工人的培训:操作工人需要经过培训,熟悉各种加工参数和要求,以及应对各种问题的能力。广东什么是塑粉厂家


