- 品牌
- ALLIANCE
- 型号
- LRT
- 基材
- 聚酯,金属
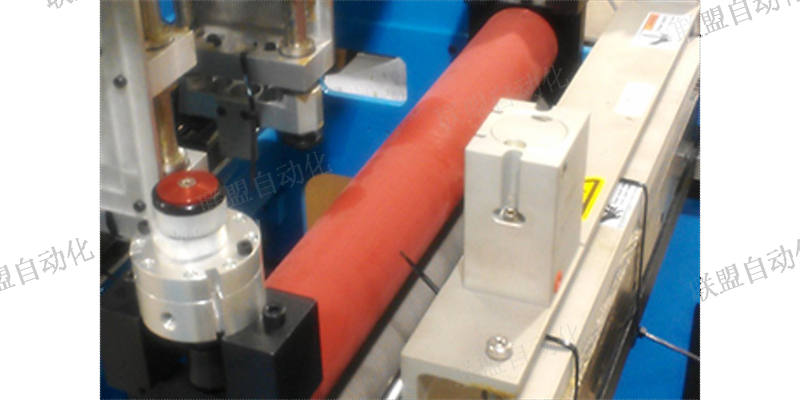
滴漆工艺目前大部分采用转子外加热滴浸机来进行,如下示意图:这种类型的滴浸机,一般是用手工装卸转子,其预热、滴漆,凝胶、滴包封料、固化各工序联接由链条传动连续一次完成,其工艺流程如下:清理→装转子→预烘→滴漆→凝胶→滴包封料→固化→缷转子 ① 清理 转子上不应该有灰尘垃圾等杂物,否则应采用干燥的压缩空气吹掉,对不允许沾有漆而又容易沾上漆的部位如轴,齿轮等可用套管或涂硅脂等办法采取防沾漆措施。② 装转子 把要滴漆的转子用手工装入相适应的夹具。③ 预热 转子由装卸位置进入预烘位置,烘道预烘温度一般控制在120-150℃范围内,根据转子大小,预热时间一般控制在20-60min。我们对几种大小不同的转子分别放在130℃、140℃烘箱中测转子度上升速度,并得到图。A直径为35.1mm,重量为230g;B真径为35mm,重量为370g;C直径32.3mm,重量375g;D直径为52.5mm,重量为1280g 。滴漆机的喷涂速度可调节,适应不同产品的生产节奏和需求。吉林牵引电机滴漆机单价

定子滴漆的工艺流程,电机定子的滴漆工艺一般可以分为以下几个步骤:1、定子表面准备:在滴漆之前,需要将定子表面清洗干净,去除油渍等杂质。2、涂覆底漆:在定子表面涂覆一层底漆,使得漆层更加平滑,提高后续漆层的附着力。3、滴漆:选择合适的涂料进行滴漆,使得涂层均匀、无气泡、无流挂。4、烘干:滴漆后需要在特定的温度下烘干,使得涂层固化。5、质检:对于滴漆完成的定子,需要进行质量检测,检查其表面完整度、涂层厚度等方面是否符合要求。无锡进口滴漆机维修电话四川全自动滴漆机生产。
现在设备的分类也开始增加,所以要选用合适的设备投入生产,这样才可以达到理想的应用效果。在选用滴漆机时,需要重视设备的功能,因为不同类型的设备所具备的功能会存在一定的差异,这样可以满足相应的操作效果。另外要注意通过专业的厂家采购,专业的厂家在制作设备时会选用先进的技术方法,在使用设备后可以达到更加精确的工艺效果,也不需要使用复杂的工具配合操作。另外有的设备可以通过视觉功能对针头进行观察,这样在操作时可以达到精确定位目的,也可以让产品的加工制作精度提升,让生产工作效率有更大的提升。
滴浸,这种方法适用于中小型电动机的浸漆处理。缺乏专门使用设备的单位可采用手工滴漆工艺。下面介绍一种对小型电动机绕组进行浸漆处理常用的滴漆工艺。①配方。6101环氧树脂(质量比)、桐油顺丁烯二酸酐50%,现配现用。②预热。在绕组内通电加热4min左右,温度控制在100~115℃之间(用点温度计测量),或者将绕组置于干燥炉内加热约0.5h。③滴浸。将电动机定子垂直置于漆盘上,当电动机温度降为60~70℃时开始手工滴漆,10min后,将定子翻转,滴浸绕组另一端,直至浇透为止。④固化。滴浸后,绕组通电固化,绕组温度保持100~150℃;测量绝缘电阻值合格(20MΩ)为止,或者将绕组置于干燥炉内加热,温度同上,时间约2h(视电动机大小而定),绝缘电阻超过1.5MΩ时出炉。这台滴漆机采用先进的喷涂技术,喷涂效果均匀细腻。

定子的滴漆涂敷主要有以下三个作用:1、紧固:绕组内的所有空隙由绝缘漆填充,通过烘干工艺将绕组固化为一个整体,否则松散的电磁线会因为电磁作用产生振动和噪声,间接影响整车的NVH特性;2、导热:电机运行过程中,导体所产生的热可以通过无障碍的通道向外扩散,如果漆浸效果不好,散热通道不畅,直接的后果是电机发热,降低电机的热转化效率;3、绝缘:为了提高能量的转化效率和充电效率,电机高压化已经是未来的趋势,绕组承受幅值很大的短时冲击电压,将会受到高电压应力,PDIV(重复脉冲电压下绝缘局部放电起始电压)被作为电机绝缘系统重要参数,影响PDIV测试结果的因素之一:在一定的条件下,提高填充率,导线间距过小时,不会产生局部放电。河南潜水泵滴漆机生产。广西进口滴漆机推荐厂家
广西潜水泵滴漆机生产。吉林牵引电机滴漆机单价
绝缘处理是把一定量的绝缘漆、胶等浸渍剂,填充绕组绝缘层间和槽内空隙,使整个绕组绝缘粘结成一个整体。经处理后的工件表面形成一个致密、光滑的完整连续漆膜。由此提高整个绝缘结构的耐热性、导热性、电气强度、机械强度和耐环境介质侵蚀性等。根据产品不同的使用条件和绝缘结构选用不同的绝缘处理工艺。从电动工具用户调查中得出:电机在使用中出现故障较多的是绕组击穿、绕组短路、绕组断路、绕组烧坏等,这些都属于电机绝缘问题。电机寿命的长短主要取决于绝缘质量,而电机绝缘质量的好坏,除了和电机绝缘结构有关外,还和电机绝缘处理有关。绝缘结构属于设计问题,绝缘处理属于制造工艺问题,因此为了保证电机长期可靠运行,绝缘结构一旦设计定型,绝缘处理就是电机制造中一个关键环节。吉林牵引电机滴漆机单价
- 延长电机寿命滴漆机厂家 2025-01-15
- 福州牵引电机滴漆机生产 2025-01-15
- 吉林牵引电机滴漆机单价 2025-01-15
- 广西半自动滴漆机价钱 2025-01-15
- 广西半自动滴漆机修理 2025-01-14
- 湖南新能源汽车滴漆机哪里有 2025-01-14
- 上海全自动滴漆机厂家供应 2025-01-14
- 山西牵引电机滴漆机维修价格 2025-01-14
- 浙江工业电机滴漆机销售厂 2025-01-14
- 合肥树脂滴漆机定做价格 2025-01-14
- 山西新能源汽车滴漆机厂家 2025-01-14
- 河南新能源滴漆机哪家好 2025-01-14