- 品牌
- 光启激光
- 型号
- 紫外,光纤,CO2,MOPA,皮秒
- 尺寸
- 880*650*1400
- 重量
- 100KG
- 产地
- 江苏常州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 金属
- 配送方式
- 物流
紫外纳秒激光在蓝宝石材料加工中的表现采用355nm全固态紫外纳秒脉冲激光器对蓝宝石(Al₂O₃)进行打孔实验。实验结果表明,通孔边缘熔融物堆积形成的重凝区随着激光单脉冲能量的升高而减小,但是激光能量过高时,通孔附近出现沉积物,影响通孔的质量;通孔边缘的重凝区随着激光重复频率的降低而减小;通孔附近的沉积物随着激光扫描速度的降低而减少,但是速度过低时,激光脉冲的重叠率过高,导致高斯激光**孵化效应明显,且其能量不足以使材料气化,因此扫描速度过小时孔道边缘再次出现熔融物堆积形成的重凝区4。这显示了紫外纳秒激光的短脉冲特性在蓝宝石加工中,需要合理控制激光能量密度、重复频率和扫描速度等参数,以获得高质量的通孔。利用紫外纳秒激光,打标精美别致。切膜平整,打孔小巧,满足个性化需求。昆山紫外纳秒激光打标机激光切膜 偏光膜
激光打标机
紫外纳秒激光设备相信大家都不陌生,早几年因为成本高占据市场份额小。而现在大家都产品品质、外观要求越来越高。到现在成本下降很多,目前在塑胶行业领域,已经占据很大一片市场。这款激光设备是专门为塑胶产品开发的,可使用与任何的塑胶产品比如:ABS、PP、PC、亚克力、PET、PA6(尼龙料)、PVC等等塑胶材料。那紫外激光打标机又有哪些优势超越现在的光纤激光打标机设备呢?下面我们来详细介绍一下:雄冠激光设备有限公司研发的紫外激光打标机优势:打标热量微乎其微,属于冷加工。在任何的塑胶材料打标都不会出现烧焦的效果。紫外激光非常细腻,标识非常清晰,而且手触摸在刻印上没有任何感觉。除了在塑胶领域占据***的优势,在玻璃领域也是***优势的。太仓紫外纳秒激光打标机3D曲面依靠紫外纳秒激光,打标快速高效。切膜完美,打孔精密,推动行业发展。

在塑料上打标,一般是改变材料表面下的颜色。当使用紫外激光时,发黑打标可以通过有选择地碳化塑料表面下层来实现。热能的输入被限定在一个很小的指定区域内,从而使打标的内容和背景材料明显区分开来,很容易辨识。通常紫外打标机的波长为355nm。它为在塑料电气开关上打标提供了新的方案。除了拥有一般打标机的特点,紫外激光打标速度更快,打标的**快速度可以达到3000个字符/秒。紫外激光打标机是运用它的冷加工作用,从而在塑料材料上一展身手,不论是冷光源还是热光源,都必须承认的就是,激光加工技术越来越被认同和应用了。
紫外激光打标机,通常也叫355nm激光打标机,因其波长为355nm。 紫外激光是近年发展较快的一种新型激光打标机,之前主要应用于特殊行业,随着市场需求不断扩大,紫外激光在非金属行业打标应用越来越被普遍认同。紫外激光的工业应用,尤其是小功率的应用市场已经越来越***,大多数食品生产企业已经在引进紫外设备替代早期的油墨喷码机,在药品、日用品、化妆产品包装等领域紫外设备也基本普及。
目前应用于产品激光标识的紫外激光打标机已具有效率高、无污染,免维护、重频高、性能可靠、体积小、光束质量较好以及功率稳定等特点。紫外激光打标机针对非金属材质的标识应用,是目前激光标识领域的新宠,弥补早期的部分产品无法使用激光打码进行加工的产品,早期的激光打标机由于激光热效应问题,在很多材质无法进行激光标识,即便是用激光加工出来,也无法达到足够的精细度,也无法满足产品对激光标识的工艺需求。由于在工件表面形成超小范围热效应,保证了工件表面破坏度降到很低,不对工件表面形成质地破坏,这些优势都决定了紫外激光技术在食品行业,化妆品行业,日用品以及电子产品行业等领域具备很高的优势。 用紫外纳秒激光打标,图案清晰。切膜整齐,打孔精密,深受好评。
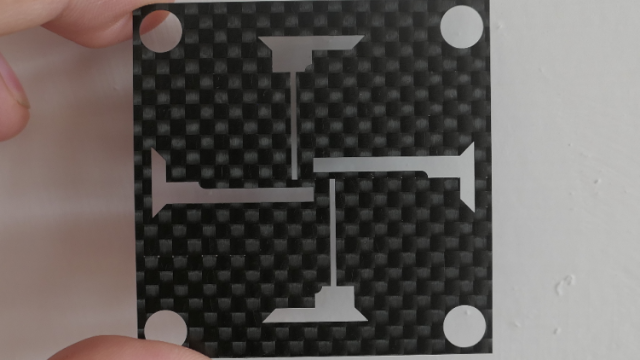
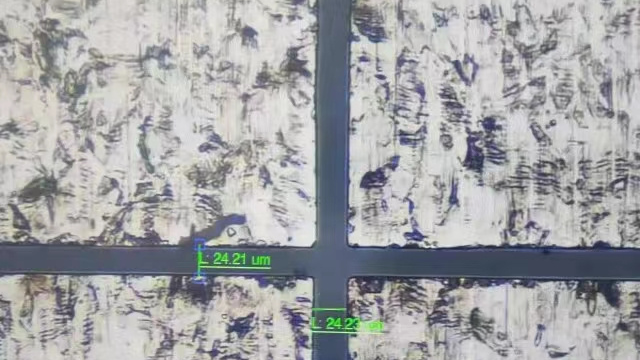
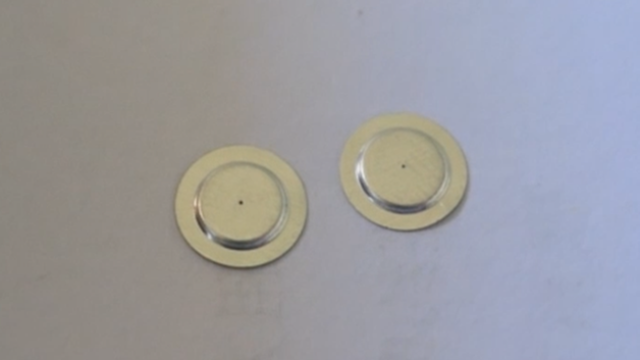
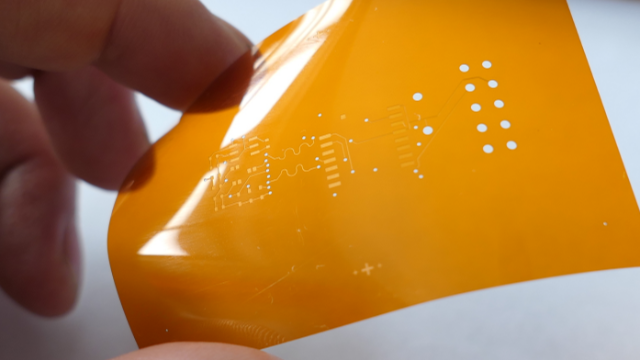
500mm大幅面紫外激光打标、切膜和打孔技术具有广泛的应用价值。在打标方面,紫外激光可在大幅面材料上进行高精度打标,无论是文字、图案还是二维码等,都能呈现出清晰、细腻的效果。其短波长特性使得标记边缘整齐,热影响区极小,不会对材料造成损伤。适用于大幅面的塑料、玻璃、金属等材质的产品标识,如广告展板、大型电子产品外壳等。对于切膜,紫外激光能快速、准确地切割500mm大幅面的薄膜材料。切割边缘光滑,无毛刺和熔渣,不会引起材料变形。可应用于包装行业的薄膜切割、电子行业的光学膜切割等。在打孔方面,紫外激光可在大幅面材料上打出微小、精密的孔洞。打孔速度快,精度高,热影响小,适用于过滤材料、电路板等需要精密打孔的领域。总之,500mm大幅面紫外激光打标、切膜和打孔技术为各行业的大幅面材料加工提供了高效、精细的解决方案。用紫外纳秒激光打标,图案鲜明。切膜整齐,打孔精密,质量优良。扬州本地紫外激光打标机塑料件透光雕刻
利用紫外纳秒激光,打标漂亮。切膜平整,打孔小巧,满足多样需求。昆山紫外纳秒激光打标机激光切膜 偏光膜
紫外纳秒激光在金刚石材料加工中的表现通过模拟和实验研究了金膜对紫外纳秒激光加工单晶金刚石微槽的影响。模拟结果表明,烧蚀宽度和深度随着金膜厚度的增加而逐渐增大,当金膜厚度增加到100nm时,烧蚀深度达到最大值。表面形貌和元素分析表明,在紫外纳秒激光照射下,金膜首先熔化,然后在微槽周围重新凝固。镀金金刚石的烧蚀阈值为4.05J/cm²,比未镀金刚石小24%。在相同的激光强度下,镀金微槽的材料去除率始终高于未镀金刚石微槽。在激光强度为8.5J/cm²时,其材料去除率比未镀金刚石微槽高1.1倍13。这体现了紫外纳秒激光的短脉冲特性在金刚石加工中,能够与金膜辅助相结合,提高加工效率和质量。昆山紫外纳秒激光打标机激光切膜 偏光膜


- 钟楼区本地紫外激光打标机激光切膜 偏光膜 2024-12-18
- 姑苏区国内紫外激光打标机3D曲面 2024-12-18
- 合肥国内紫外激光打标机高分子材料打标 2024-12-18
- 溧阳国产紫外激光打标机塑料件精细雕刻 2024-12-18
- 武进区附近紫外激光打标机激光切膜 偏光膜 2024-12-18
- 南通本地紫外激光打标机精细文字雕刻 2024-12-18
- 常州国内紫外激光打标机精细文字雕刻 2024-12-18
- 钟楼区国内紫外激光打标机塑料件透光雕刻 2024-12-18