- 品牌
- 光启激光
- 型号
- MOPA,紫外,皮秒,CO2
- 控制方式
- 数控
- 作用对象
- 玻璃,金属,铝,塑料
- 电流
- 交流
- 产品别名
- 激光打标机 激光切割机
- 产地
- 江苏常州
- 厂家
- 光启激光
激光科技,重塑薄膜与超薄金属加工内容:正在为薄膜和超薄金属加工而苦恼?全新解决方案!我们拥有先进的激光切膜和激光打孔技术,无论是紫外纳秒、皮秒飞秒激光,还是MOPA激光、CO2激光,都能针对不同材料实现不同精度的打孔与切割。精细、高效、稳定,满足你的各种需求,让你的产品在市场上独具竞争力。专注于薄膜与超薄金属的激光加工。凭借强大的技术实力,运用多种激光如皮秒飞秒激光、CO2 激光等,为不同材料提供高精度的切割与打孔服务。从细微之处见品质,让你的产品工艺更上一层楼,快来体验先进激光科技的魅力吧。切割加工绝缘PI膜 聚酰亚胺0.2mm膜 pet膜激光打孔打图形线条定制.济南国内紫外激光切膜打孔机薄膜狭缝
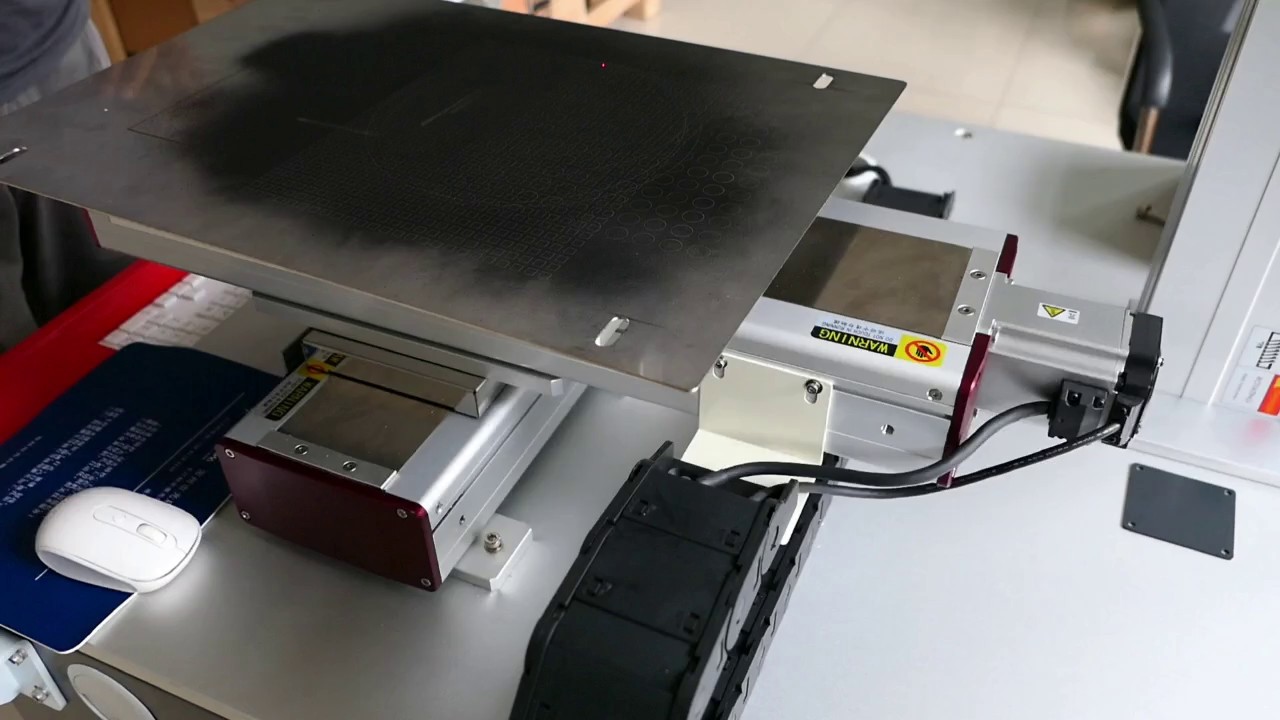
激光切膜打孔机
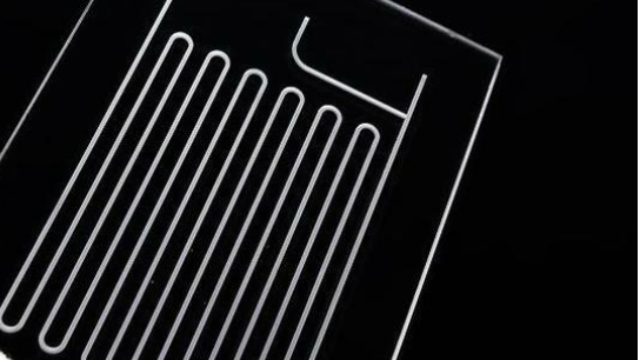
紫外激光,紫外皮秒切割PET膜,激光打孔,微孔加工,微细狭缝,划线,开槽,以 PET 膜为例,在电子设备制造中,对 PET 膜的切割精度要求极高。紫外皮秒激光切割机能够精确地切割出各种复杂形状的 PET 膜,其**小线宽可以达到几微米级别,使得 PET 膜在电子设备中的应用更加***。比如在手机屏幕保护膜的生产中,需要对 PET 膜进行精确切割,以确保保护膜与手机屏幕的完美贴合。紫外皮秒激光切割机的高精度切割能力,能够保证保护膜的边缘整齐,无毛刺,不会对手机屏幕造成任何损伤。烟台红外皮秒激光切膜打孔机切割PET膜皮秒激光能实现超精细加工,在激光打孔方面表现出色。

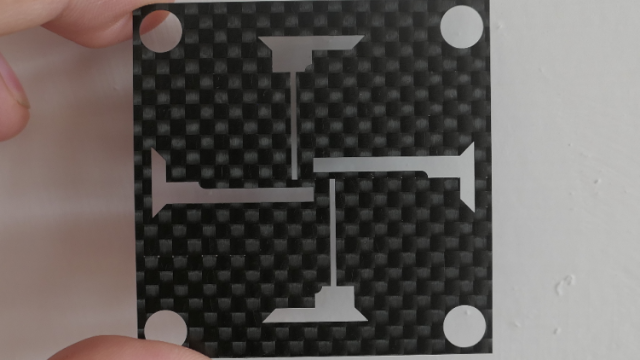
紫外纳秒激光切膜是一种先进的薄膜加工技术。紫外激光具有波长短、能量高、聚焦性好等特点,纳秒级的脉冲时间能在瞬间释放能量,实现对薄膜的精确切割。在眼镜偏光膜切膜中,紫外纳秒激光可以高精度地切割出各种形状的偏光膜,满足不同眼镜款式的需求。其优势在于切割边缘整齐、无毛刺,不会对偏光膜的性能产生不良影响。同时,由于激光切割是非接触式加工,避免了传统机械切割可能造成的损伤和变形。对于薄膜激光切割而言,无论是塑料薄膜、金属薄膜还是其他特殊材料的薄膜,紫外纳秒激光都能发挥出色的作用。它可以根据设计要求快速、准确地切割出复杂的图案和形状,提高生产效率和产品质量。而且,激光切割可以实现自动化操作,减少人工干预,降低生产成本。总之,紫外纳秒激光切膜技术为薄膜加工提供了一种高效、精确的解决方案。
紫外激光切割薄膜的精度表现紫外激光在切割薄膜方面具有较高的精度。以紫外纳米秒激光切割聚氯乙烯(PVC)薄膜为例,当加工参数组合为0.2W-20mm/s-5(激光功率、激光切割速度、重复切割次数)时,可获得较窄的切割缝宽度(55.1±4.6μm)和较小的热影响区面积(25.5±2.4μm),且无明显锥度9。对于聚碳酸酯(PC)薄膜,采用紫外纳米秒激光进行图案化精密切割时,当参数组合为0.1W-40mm/s-15(激光功率-切割速度-切割次数),可获得较小的切割缝宽度(40.7±1.2μm)和热影响区宽度(26.8±0.8μm),同样无明显缝锥度14。激光打孔采用紫外纳秒激光可提高精度。

塑料薄膜切割:包装行业:塑料薄膜在包装行业应用***,激光切割可用于制作包装袋的易撕线。与传统的机械刀具打孔相比,激光切割速度更快,加工出的透气孔孔径、孔距大小均匀且可调,可以实现任意方向、任意形状的易撕孔标刻,提升了包装的便利性和美观性。塑料薄膜制品生产:一些塑料薄膜制品,如塑料垫片、塑料标签等,也可以使用激光切割进行加工。激光切割能够快速、准确地将塑料薄膜切割成所需的形状和尺寸,提高生产效率和产品质量。PET膜 PDMS微流控 PEEK膜飞秒皮秒激光划槽切割打孔加工。吴江区绿光激光切膜打孔机激光打孔
FPC薄膜激光切割 聚酰亚胺膜激光切孔微孔小孔加工支持定制。济南国内紫外激光切膜打孔机薄膜狭缝
飞秒激光在切割薄膜时也能体现出较高的精度。例如,在加工碳纳米管薄膜微孔时,分析了激光参数对材料加工结果的影响规律。结果表明,波长为515nm的飞秒激光更适合用于碳纳米管薄膜的切割,在推荐的工艺参数下可获得良好的切割质量3。在对Tedlar复合材料-铝薄膜(厚度为2μm)进行表面飞秒激光刻蚀时,当激光输出功率为4.0W、光斑直径为40μm和扫描速率为500mm/s的工艺条件下,铝膜图形激光刻蚀后尺寸精度及相对位置精度均优于10μm,满足技术要求。并且研究发现,单位时间内极多数量飞秒激光脉冲的积累作用,使得铝膜表面的作用区域温度在极短时间内快速升高并超过铝的熔点和气化温度,表面铝膜**终被刻蚀去除。但当激光功率增大到5.5W时,界面处温度达到了513.19K,超过了基底Tedlar材料的最高使用温度,并在基底材料表面烧蚀产生点坑;当扫描速度从350mm/s增大至600mm/s时,出现的间断点尺寸从1.2μm增大到2.7μm,造成激光刻蚀加工尺寸误差高于10μm11。济南国内紫外激光切膜打孔机薄膜狭缝

- 德州本地紫外激光切膜打孔机薄膜切割 2024-11-29
- 浙江紫外皮秒激光切膜打孔机PET膜切割打孔 2024-11-29
- 日照绿光激光切膜打孔机薄膜打孔 2024-11-29
- 无锡本地紫外激光切膜打孔机石墨烯薄膜切割 2024-11-29
- 常熟国内紫外激光切膜打孔机薄膜切割 2024-11-29
- 无锡国产紫外激光切膜打孔机薄膜打孔 2024-11-29
- 盐城国产紫外激光切膜打孔机薄金属切割 2024-11-29
- 江西红外皮秒激光切膜打孔机激光打孔 2024-11-29