轮廓仪的性能测量模式:移相干涉(PSI),白光垂直扫描干涉(VSI),单色光垂直扫描干涉(CSI)样品台:150mm/200mm/300mm样品台(可选配)XY平移:±25mm/150mm/200mm/300mm,倾斜:±5°可选手动/电动样品台CCD相机像素:标配:1280×960视场范围:560×750um(10×物镜)具体视场范围取决于所配物镜及CCD相机光学系统:同轴照明无限远干涉成像系统光源:高效LEDZ方向聚焦80mm手动聚焦(可选电动聚焦)Z方向扫描范围精密PZT扫描(可选择高精密机械扫描,拓展达10mm)纵向分辨率<0.1nmRMS重复性*0.005nm,1σ台阶测量**准确度≤0.75%;重复性≤0.1%,1σ横向分辨率≥0.35um(100倍物镜)检测速度≤35um/sec,与所选的CCD轮廓仪对载物台xy行程为140*110mm(可扩展),Z向测量范围ZUI大可达10mm。四川轮廓仪厂家

轮廓仪的和新团队夏勇博士,江苏省双创人才15年ADE,KAL-Tencor半导体检测设备公司研发、项目管理经验SuperSightInc.CEO/共同创始人,太阳能在线检测设备唐寿鸿博士,国家千人****25年ADE,KAL-Tencor半导体检测设备公司研发经验KLA-Tencor资申研发总监,世界即图像处理、算法**许衡博士,软件系统研发10年硅谷世界500强研发经验(BDMedicalInstrument)光学测量、软件系统岱美仪器与**组为您提供轮廓仪的技术支持,为您排忧解难。3D形貌轮廓仪技术服务当激光或光电传感器沿着物体表面移动时,轮廓仪会记录下物体表面的高度或位置信息。

白光干涉轮廓仪对比激光共聚焦轮廓仪白光干涉3D显微镜:干涉面成像,多层垂直扫描蕞好高度测量精度:<1nm高度精度不受物镜影响性价比好。激光共聚焦3D显微镜:点扫描合成面成像,多层垂直扫描Keyence(日本)蕞好高度测量精度:~10nm高度精度由物镜决定,1um精度@10倍90万-130万三维光学轮廓仪采用白光轴向色差原理(性能优于白光干涉轮廓仪与激光干涉轮廓仪)对样品表面进行快速、重复性高、高分辨率的三维测量,测量范围可从纳米级粗糙度到毫米级的表面形貌,台阶高度,给MEMS、半导体材料、太阳能电池、医疗工程、制药、生物材料,光学元件、陶瓷和先进材料的研发和生产提供了一个精确的、价格合理的计量方案。(来自网络)。
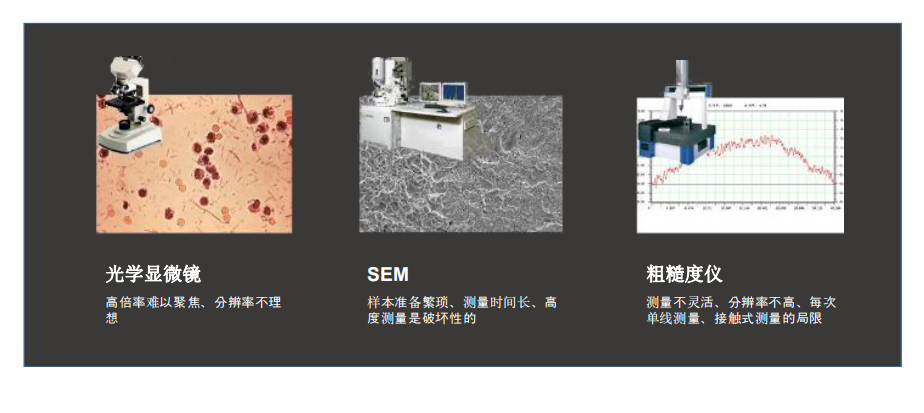
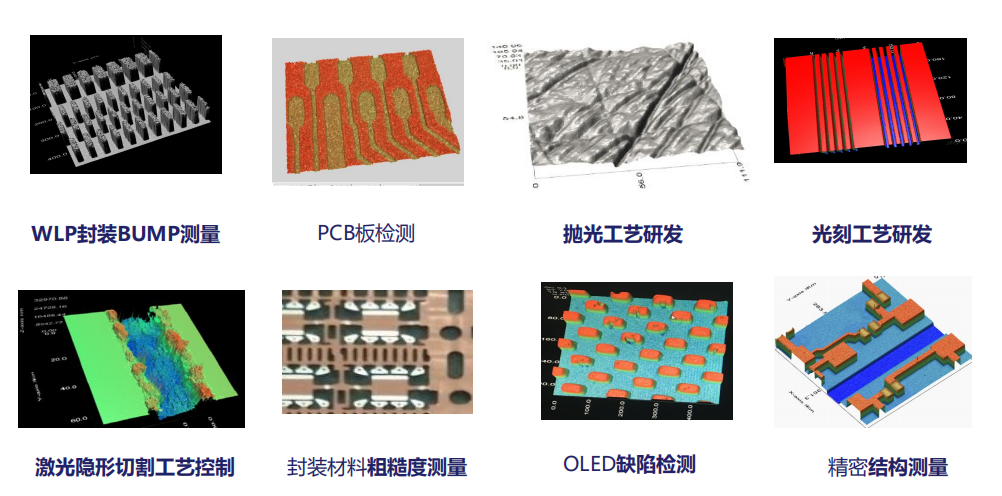
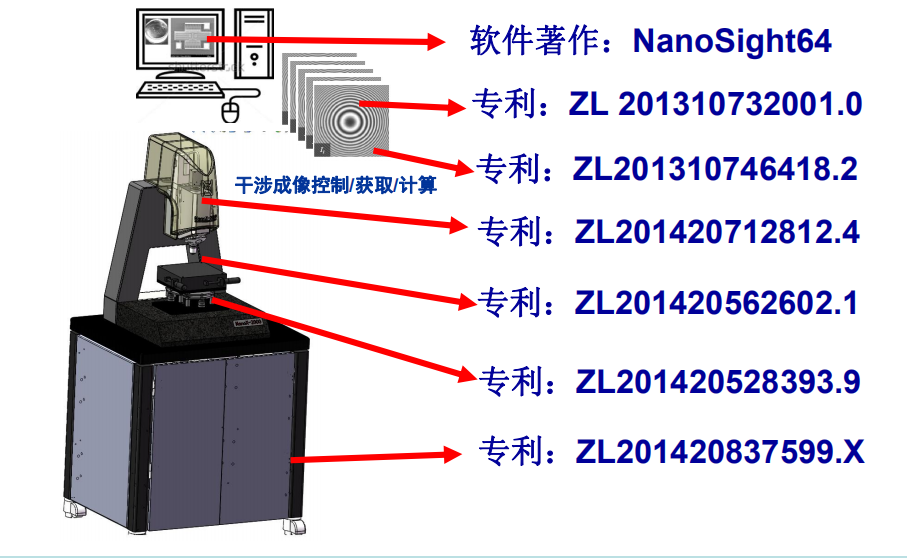
NanoX-2000/3000系列3D光学干涉轮廓仪建立在移相干涉测量(PSI)、白光垂直扫描干涉测量(VSI)和单色光垂直扫描干涉测量(CSI)等技术的基础上,以其纳米级测量准确度和重复性(稳定性)定量地反映出被测件的表面粗糙度、表面轮廓、台阶高度、关键部位的尺寸及其形貌特征等。广泛应用于集成电路制造、MEMS、航空航天、精密加工、表面工程技术、材料、太阳能电池技术等领域。使用范围广:兼容多种测量和观察需求保护性:非接触式光学轮廓仪耐用性更强,使用无损可操作性:一键式操作,操作更简单,更方便传统光学显微镜的图像包含清晰和模糊的细节。
轮廓仪、粗糙度仪、三坐标的区别:关于轮廓仪和粗糙度仪轮廓仪与粗糙度仪不是同一种产品,轮廓仪主要功能是测量零件表面的轮廓形状,比如:汽车零件中的沟槽的槽深、槽宽、倒角(包括倒角位置、倒角尺寸、角度等),圆柱表面素线的直线度等参数。总之,轮廓仪反映的是零件的宏观轮廓。粗糙度仪的功能是测量零件表面的磨加工/精车加工工序的表面加工质量,通俗地讲,就是零件表面加工得光不光(粗糙度老国标叫光洁度),即粗糙度反映的是零件加工表面的微观情况。但是,轮廓仪和粗糙度仪关系其实挺密切,现在有一种仪器叫做粗糙度轮廓测量一体机,就是在轮廓仪上加装了粗糙度测量模块,这样既可以测量轮廓尺寸,又可以测量粗糙度,市场上典型产品就是中图仪器的SJ5701粗糙度轮廓仪。在结构上,轮廓仪基本上都是台式的,而粗糙度仪以手持式的居多,当然也有台式的。每个共焦图像是通过样品的形貌的水平切片,在不同的焦点高度捕获图像产生这样的图像的堆叠。集成电路轮廓仪技术原理
轮廓仪广泛应用于集成电路制造、MEMS、航空航天、精密加 工、表面工程技术、材料、太阳能电池技术等领域。四川轮廓仪厂家
轮廓仪对所测样品的尺寸有何要求?答:轮廓仪对载物台xy行程为140*110mm(可扩展),Z向测量范围蕞大可达10mm,但由于白光干涉仪单次测量区域比较小(以10X镜头为例,在1mm左右),因而在测量大尺寸的样品时,全检的方式需要进行拼接测量,检测效率会比较低,建议寻找样品表面的特征位置或抽取若干区域进行抽点检测,以单点或多点反映整个面的粗糙度参数;4.测量的蕞小尺寸是否可以达到12mm,或者能够测到更小的尺寸?如果需要了解更多,还请访问岱美仪器的官网。四川轮廓仪厂家