- 品牌
- 健坤
- 型号
- 可咨询
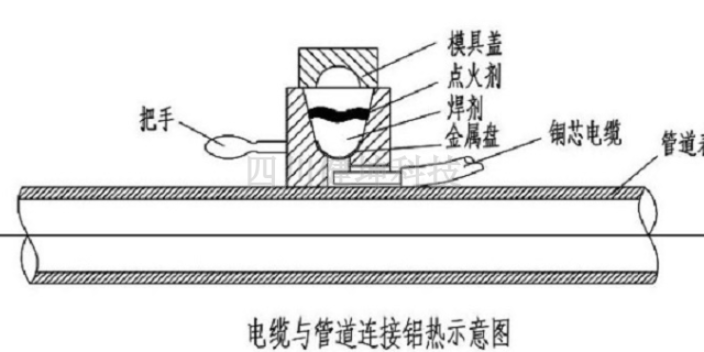
阴极保护产品施工:铝热焊接工艺操作说明;操作步骤;第一步:除锈,要求扁钢表面平整、清洁、干燥、无油脂。剥掉电缆的绝缘护层,露出长约50mm的一段铜芯。扁钢与模具需要加热烤干。第二步:将模具放在除锈区域中间,模具和被焊接钢结构表面应结合紧密无空隙。将电缆铜芯插入模具底部孔槽,调整电缆位置,确保到位。第三步:取出金属垫片放到模具内,紧贴底部堵住其内孔。第四步:剪开塑料袋,将焊剂倒入模腔。第五步:将点火粉撒在焊剂表面以及模具边沿上。第六步:将模具盖盖好,一切准备就绪后用点火q点燃模具边沿的点火粉。第七步:点火粉引燃焊剂,反应进行,剧烈燃烧。注意安全!第八步:约10秒后,提起模具。清理干净模具内的残渣,以备下次使用。阴极保护产品的连接方式,就找四川健坤科技有限公司。自贡铝热焊剂和焊模哪里买

恒电位仪分类:高频开关恒电位仪:控制精度更高。耐高温恒电位仪。防爆型恒电位仪(用于储罐旁边,要求防爆),与普通恒电位仪相比,外壳密封处理方式不同。测试桩:高度有1米,1.5米,2米等不同规格。材料有钢制的、水泥的等型号不同。参比电极:是一个标准电极,CuSO4粒子与管道交换。埋在管道旁边,距离管道要近,贴着管道。电位测试桩:每公里距离布置一个,有2个或4个接线端子,一个接线端子接参比电极,一个接线端子接管道。恒电位仪:有6个端子,2个供电,2个与管道连接,2个与阳极连接。阳极带的长度,标准长度一卷76.2米和125.4米两种。镯式阳极:包覆在管道外壁。便携式阳极:用于临时测量电位,较便宜,一支200多元。Ag/AgCl阳极就较贵,要2000多元一支。自贡铝热焊剂和焊模哪里买阴极保护产品测试桩,就找四川健坤科技有限公司。
补伤片——对管道焊接后,对被破坏的管道外壁进行防腐层的修补。它是一种热缩橡胶,加热后就自动的紧密附着在管道上。管道上的防腐层一般是采用缠绕防腐带/刷沥青/3P材料等?外加电流保护方式,需要阳极,一般是高硅铸铁,或高硅铬铁。分空心的及实心的两种。空心的造价低,发电量小,寿命短。实心的端部采用环氧树脂封闭,中间有一圆的钢芯,头部带孔,引流的铜线绞线穿孔后,采用铜焊/螺栓压接牢固。阳极一般常规尺寸为φ50×1500等,一般使用时需要外加一套管,钢管直径为φ219,成品钢管长度2000,中间加焦炭填充以延长使用寿命。
阳极检查:在搬运阳极过程中注意轻拿轻放,防止棉布袋划破,严禁扯拉电缆线,防止电缆与阳极连接处脱落。阳极运输到现场后,应对阳极的填料、电缆与阳极的连接处进行检查,如果发现填料撒漏较多,或者电缆连接处脱落,需要现场处理补救。五、阳极地床的开挖:根据设计要求,在管线的相应位置开挖阳极坑(地床),尺寸比套装镁合金阳极稍大,能容下阳极放置。阳极地床一般采用与接地扁钢平行开挖方式。阳极地床和接地扁钢之间不允许有金属构筑物,应避开交流电干扰严重的地方。阴极保护产品产品缺点,就找四川健坤科技有限公司。

操作步骤:第一步:除锈,要求扁钢表面平整、清洁、干燥、无油脂。剥掉电缆的绝缘护层,露出长约50mm的一段铜芯。扁钢与模具需要加热烤干;第二步:将模具放在除锈区域中间,模具和被焊接钢结构表面应结合紧密无空隙。将电缆铜芯插入模具底部孔槽,调整电缆位置,确保到位。第三步:取出金属垫片放到模具内,紧贴底部堵住其内孔;第四步:剪开塑料袋,将焊剂倒入模腔。;第五步:将点火粉撒在焊剂表面以及模具边沿上。第六步:将模具盖盖好,一切准备就绪后用点火q点燃模具边沿的点火粉。第七步:点火粉引燃焊剂,反应进行,剧烈燃烧。注意安全!第八步:约10秒后,提起模具。清理模具内的残渣,以备下次使用。阴极保护产品保护效果,就找四川健坤科技有限公司为您解答。自贡铝热焊剂和焊模哪里买
四川健坤科技有限公司生产阴极保护产品符合SYT 0036-2016_埋地钢质管道强制电流阴极保护设计规范。自贡铝热焊剂和焊模哪里买
阴极保护产品施工:工具准备;1.自来水:用于阳极回填时对阳极进行浇灌,根据阳极数量准备;2.剥电缆外绝缘保护层用的工具,比如钳子或者刀具;3.清理干净接地扁钢表面防腐层用的钢刷、砂纸;4.铝热焊工具:焊剂、模具、毛刷;5.烘干扁钢及模具用的加热设备;6.万用表。三、牺牲阳极的组成;套装镁合金牺牲阳极由以下几部分组成:1.任意规格的一支镁合金阳极;2.焊接在镁阳极钢芯上面的若干长度电缆线;3.镁合金阳极专门使用填料(粉状);4.承装镁阳极及填料的棉布袋;5.外面一层白色编织包装袋;自贡铝热焊剂和焊模哪里买


- 成都用于阴极保护费用 2024-11-29
- 成都阴极保护生产厂家 2024-11-28
- 阴极保护批发厂家 2024-11-27
- 泸州硫酸铜参比电极生产厂家 2024-11-27
- 四川国内阴极保护费用 2024-11-27
- 四川阴极保护哪里有卖的 2024-11-27
- 成都工厂阴极保护零售价 2024-11-27
- 成都常用阴极保护零售价 2024-11-27