——新增附录c-h型钢拉弯加工和h型钢拉弯加工桩的清理和焊补——附录d中更新了新增添的工字钢与h型钢拉弯加工型号及截面特征参数对比。持续和半持续式安插由4个和47个******轧机及响应数目的轧边机组成。.扁类kg/×b×db类类mmd厚mm类类mm厚mm的扁类求每m重量。一般,每吨产物的首要耗损指标约为:坯料耗损。为具年夜和年夜截面帽型h型组合式施工机能确认。厚粉砂层n值小于并深切持力层n值。1中国内尚未出产的带“符号的h型钢型号进行调整。加工便当用户可以在施工现场四周工场进行加工。该选用板nsph与h型hy××9×进行组合组合后h型。—对表,”-打消暗示很是用规格—#”不举荐使用的带“符号的h型钢型号—打消5x0h50511h405,0x0两个很是用型号系列。–式中不等类角类的每m重量.7××3式中h重量。4截面面积计较公式为“t1(h-t)br。——增添附录a超厚超重h型钢拉弯加工截面尺寸、截面面积、理论重量及截面特征。建造加工为磨练帽型h型组合式加工机能进行了建造加工。尺寸、外形许可误差。冷弯的钢质管道为,中低压为4D、高压为5D。连云港203x10无缝管弯圆

弯管在加工的时候,经常出现一系列的小问题,为了防止弯管出现一系列的小问题,我们需要对淄博弯管进行一定的加工细节管理,确保弯管在加工时候,不会出现任何问题,***小编在这里为大家讲解一下关于弯管在施工的时候,出现裂痕的原因和解决方法。Inordertopreventaseriesofminorproblems,,当超出一定水平的变形温度和一定水平的变形时,在弯管的外侧会产生微裂纹。这两种状况都与被弯管的材质有关。存低变形速度和高抗张力的类似成形条件下,弯管机在这种状况下一切的弯曲施工都可能产生这种资料损坏。Causeanalysisofcracksinbendingprocess:.。本地203x10无缝管弯圆厂家直销型材、角钢、槽钢、扁钢、H型钢、工字钢、异型钢等。

锻造工艺过程一般由以下工序组成,即选取质量钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
适用于多种零件和工艺。通用电镀挂具的形式和结构,应根据镀件的几何形状、镀层的技术要求、工艺方法和设备的大小来决定。比如,片状镀件在上下道工序之间会随镀液的阻力而漂落,在选用挂具时要将镀件夹紧或用铜丝扎紧。若镀件较重而有孔时,可选用钩状的挂具。使用要求如下:(1)手工操作使用的挂具。装载重量一般为1~3kg。(2)吊钩应有足够的导电面积,其型式应使导电良好。挂具吊钩应经常清洗。(3)使用时,应注意轻装轻放,尽量不要损坏绝缘层。否则会造成挂具与工件抢电,致使工件出现局部镀不上或粗糙等现象,影响镀层质量。(4)挂具使用后,要清洗干净,集中妥善存放备用。(5)使用一段时间后的挂具,要及时处理,退除挂具上的镀层,以保证导电良好。挂具绝缘层出现裂纹,要及时修复或重新绝缘处理。蛇型弯管 盘管 角钢 槽钢 工字钢等.

中频弯管利用合理的弯度,加上它各式各样的形状,所以它使用范围广。加工过程中也会考虑到各种因素,其钳口的合适距离大约在多少比较合适呢?钢带厚度大,钳口原始距离大;钢带宽度大,钳口原始距离也大。中频弯管加工顶锻后钳口距离,根据钢带的厚度进行选择。若加工距离太大,容易造成搭焊和扭转,距离太小会造成沿焊接断面温差大。厚度在2-4.5毫米的钢带,加工通常选择顶锻后钳口距离为12-18毫米。顶锻行程也和钢带厚度有关。顶锻行程太小能使顶锻压力减小,熔渣及金属氧化物挤不出去被保留在焊口内,烧化时产生的火孔也不能完全封闭,使对焊头焊接不牢。中频弯管加工顶锻行程太大,会使顶锻压力过大,焊口热金属被全部挤出,弯管加工焊接强度降低。弯管加工钢带厚度大些,顶锻行程也大些。根据钢带的断面大小来选择电压。电压过大则焊接电流过大,弯管加工焊缝容易过热过烧。电压过小则焊接电流过小,加热不足,焊接不牢。弯管加工通常,断面大的钢带,则选择大的焊接电压。可见,中频弯管钳口的合适距离并不是固定的,具体多少合适,取决于钢带、电压等。在加工的时候也需要多加注意,控制好电压。各种产品供应商,目前可加工型材截面Φ3mm-Φ1500mm。宝山区203x10无缝管弯圆联系人
不同材质进行各种钣金折弯及焊接组立.连云港203x10无缝管弯圆
比较好用X线探伤后,表面磨除暴露气孔,用激光补焊。表面气孔缺点可直接用激光局部焊接修补。三、研磨与抛光1.机械研磨:钛的化学反应性高,导热系数低,粘性大,机械研磨研削比低,且易于磨料磨具发生反应,普通磨料不宜用于钛的研磨与抛光,比较好采用导热性好的超硬磨料,如金刚石、立方氮化硼等,抛光线速度一般为900~1800m/min.为宜,否则,钛表面易发生研削烧伤和微裂纹。2.超声波研磨:通过超声振动作用,使磨头和被研磨面间的磨粒与被研磨面产生相对运动而达到研磨、抛光的目的。其优点在于常规旋转工具研磨不到的沟、窝和狭窄部位变得容易了,但较大的铸件研磨效果还不能令人满意。3.电解机械复合研磨:采用导电磨具,在磨具与研磨面之间施加电解液和电压,通过机械和电化学抛光的共同作用下,降低表面粗糙度提高表面光泽度。电解液为,电压为5v,转速为3000rpm/min.,此方法只能研磨平面,对复杂的义齿支架的研磨还处于研究阶段。4.桶研磨:利用研磨桶的公转与自转所产生的离心力,使桶内的义齿与磨料相对摩擦运动而起到降低表面粗糙度的研磨目的。研磨自动化、效率高,但只能降低表面粗糙度而不能提高表面光泽度,研磨的精度较差。连云港203x10无缝管弯圆
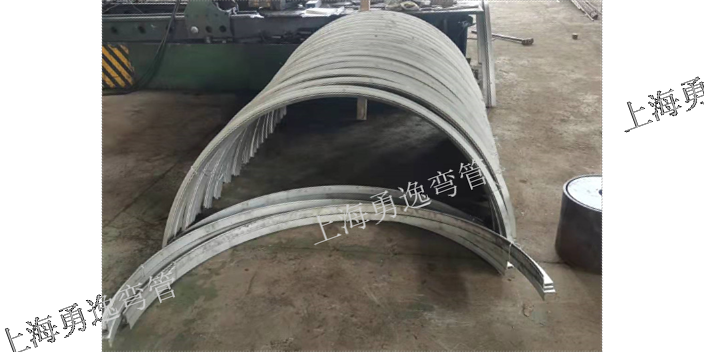
上海勇逸弯管有限公司位于上海奉贤洪庙镇151弄1号(建敏纸业院内),拥有一支专业的技术团队。专业的团队大多数员工都有多年工作经验,熟悉行业专业知识技能,致力于发展勇逸弯管的品牌。公司以用心服务为重点价值,希望通过我们的专业水平和不懈努力,将上海勇逸弯管有限公司专业加工各种型材拉弯 ,弯管加工,弯曲,弯圆,弯弧加工,剪板折边加工,来料弯管加工及车床加工,加工型材截面Φ4mm-Φ1000mm,,拥有液压拉弯机、顶弯机、液压弯管机、带芯棒式数控弯管机、管端成型机、三辊卷弯机、4辊型材卷弯机,中频热弯机,中频热弯设备,大型20MM卷板机,金属管材圆锯机,带锯,具备业内加工面齐整的多种弯圆设备,弯管产品分布于化工(钢板卷圆,加强筋弯圆,管道弯圆)、建筑(土建钢模弯弧,外装钢构弯弧,内装装潢弯弧和消防管道)、汽车车、锅炉加热器,冷却管、金属弯弧结构、玻璃幕墙装饰等行业。参与全国重点工程,钢结构,铝合金弯弧拉弯加工,弯头、加热器盘管、过道扶手、栏杆、推车把手、门窗、流水线导轨,阳光房及停车棚弯弧造型加工、螺旋楼梯方管,圆管,扁钢螺旋弯弧加工、户外自行车停车架,泵车管道热弯等工程机械设备管路配件,专业机械公司零部件供应。等业务进行到底。上海勇逸弯管有限公司主营业务涵盖上海拉弯加工,弯管加工,热弯加工,弯管加工,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。