轮廓仪、粗糙度仪、三坐标的区别:
关于轮廓仪和粗糙度仪
轮廓仪与粗糙度仪不是同一种产品,轮廓仪主要功能是测量零件表面的轮廓形状,比如:汽车零件中的沟槽的槽深、槽宽、倒角(包括倒角位置、倒角尺寸、角度等),圆柱表面素线的直线度等参数。总之,轮廓仪反映的是零件的宏观轮廓。粗糙度仪的功能是测量零件表面的磨加工/精车加工工序的表面加工质量,通俗地讲,就是零件表面加工得光不光(粗糙度老国标叫光洁度),即粗糙度反映的是零件加工表面的微观情况。
但是,轮廓仪和粗糙度仪关系其实挺密切,现在有一种仪器叫做粗糙度轮廓测量一体机,就是在轮廓仪上加装了粗糙度测量模块,这样既可以测量轮廓尺寸,又可以测量粗糙度,市场上典型产品就是中图仪器的SJ5701粗糙度轮廓仪。
在结构上,轮廓仪基本上都是台式的,而粗糙度仪以手持式的居多,当然也有台式的。 但是在共焦图像中,通过多***盘的操作滤除模糊细节(未聚焦),只有来自聚焦平面的光到达CCD相机。超纳轮廓仪服务为先
轮廓仪的技术原理
被测表面(光)与参考面(光)之间的光程差(高度差)形成干涉
移相法(PSI) 高度和干涉相位
f = (2p/l ) 2 h
形貌高度: < 120nm
精度: < 1nm
RMS重复性: 0.01nm
垂直扫描法
(VSI+CSI)
精度: /1000 干涉信号~光程差位置
形貌高度: nm-mm,
精度: >2nm
干涉测量技术:快速灵活、超纳米精度、测量精度不受物镜倍率影响
以下来自网络:
轮廓仪,能描绘工件表面波度与粗糙度,并给出其数值的仪器,采用精密气浮导轨为直线基准。轮廓测试仪是对物体的轮廓、二维尺寸、二维位移进行测试与检验的仪器,作为精密测量仪器在汽车制造和铁路行业的应用十分***。
超纳轮廓仪服务为先NanoX-8000隔振系统:集成气浮隔振 + 大理石基石。

1.5. 系统培训的注意事项
如何使用电子书阅读软件和软、硬件的操作手册;
数据采集功能的讲解:通讯端口、连接计算器、等待时间等参数的解释和参数设置;
实际演示一一讲解;
如何做好备份和恢复备份资料;
当场演示各种报表的操作并进行操作解说;
数据库文件应定时作备份,大变动时更应做好备份以防止系统重新安装时造成资料数据库的流失;
在系统培训过程中如要输入一些临时数据应在培训结束后及时删除这些资料。
备注:系统培训完成后应请顾客详细阅读软件操作手册,并留下公司“客户服务中心”的电话与个人名片,以方便顾客电话联系咨询。
表面三维微观形貌测量的意义
在生产中,表面三维微观形貌对工程零件的许多技术性能的评家具有**直接的影响,而且表面三维评定参数由于能更***,更真实的反应零件表面的特征及衡量表面的质量而越来越受到重视,因此表面三维微观形貌的测量就越显重要。通过兑三维形貌的测量可以比较***的评定表面质量的优劣,进而确认加工方法的好坏以及设计要求的合理性,这样就可以反过来通过知道加工,优化加工工艺以及加工出高质量的表面,确保零件使用功能的实现。
表面三位微观形貌的此类昂方法非常丰富,通常可分为接触时和非接触时两种,其中以非接触式测量方法为主。
轮廓仪可用于高精密材料表面缺 陷超精密表面缺 陷分析,核探测。

轮廓仪的物镜知多少?
白光干涉轮廓仪是基于白光干涉原理,以三维非接触时方法测量分析样片表面形貌的关键参数和尺寸,典型结果包括:
表面形貌(粗糙度,平面度,平行度,台阶高度,锥角等)
几何特征(关键孔径尺寸,曲率半径,特征区域的面积和集体,特征图形的位置和数量等)
白光干涉系统基于无限远显微镜系统,通过干涉物镜产生干涉条纹,使基本的光学显微镜系统变为白光干涉仪。
因此物镜是轮廓仪****的部件,
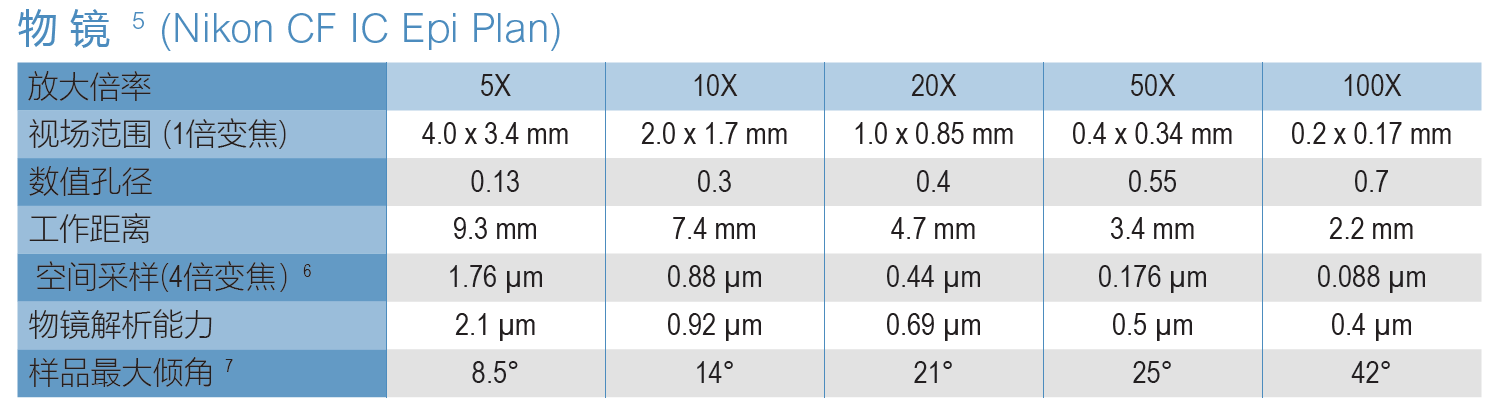
物镜的选择根据功能和检测的精度提出需求,为了满足各种精度的需求,需要提供各种物镜,例如标配的10×, 还有2.5×,5×,20×,50×,100×,可选。
不同的镜头价格有很大的差别,因此需要量力根据需求选配对应的镜头哦。 产能 : 45s/点 (移动 + 聚焦 + 测量)(扫描范围 50um)。高精密仪器轮廓仪推荐厂家
共聚焦显微镜包括LED光源、旋转多***盘、带有压电驱动器的物镜和CCD相机。超纳轮廓仪服务为先
轮廓仪、粗糙度仪、三坐标的区别
关于轮廓仪和粗糙度仪
轮廓仪与粗糙度仪不是同一种产品,轮廓仪主要功能是测量零件表面的轮廓形状,比如:汽车零件中的沟槽的槽深、槽宽、倒角(包括倒角位置、倒角尺寸、角度等),圆柱表面素线的直线度等参数。总之,轮廓仪反映的是零件的宏观轮廓。粗糙度仪的功能是测量零件表面的磨加工/精车加工工序的表面加工质量,通俗地讲,就是零件表面加工得光不光(粗糙度老国标叫光洁度),即粗糙度反映的是零件加工表面的微观情况。
关于三坐标测量轮廓度及粗糙度
三坐标测量机是不能测量粗糙度的,至于测量零件的表面轮廓 ,要视三坐标的测量精度及零件表面轮廓度的要求了,如果你的三坐标测量机精度比较高,但零件轮廓度要求不可,是可以用三坐标来代替的。一般三坐标精度都在2-3um左右,而轮廓仪都在2um以内,还有就是三坐标可以测量大尺寸零件的轮廓,因为它有龙门式三坐标和关节臂三坐标,而轮廓仪主要是用来测量一些小的精密零件轮廓尺寸的,加上粗糙度模块也可以测量粗糙度。 超纳轮廓仪服务为先