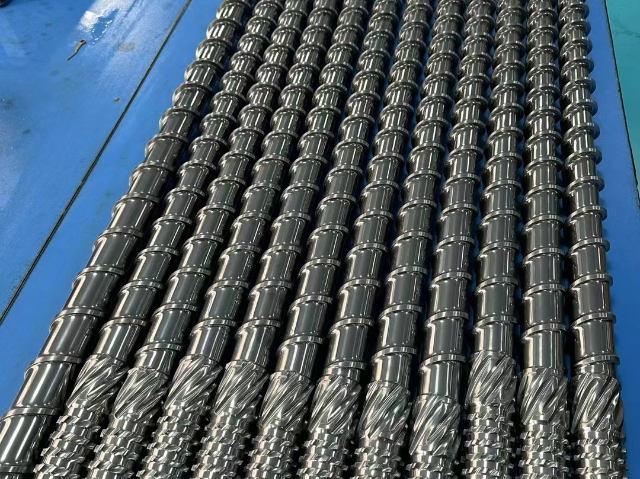
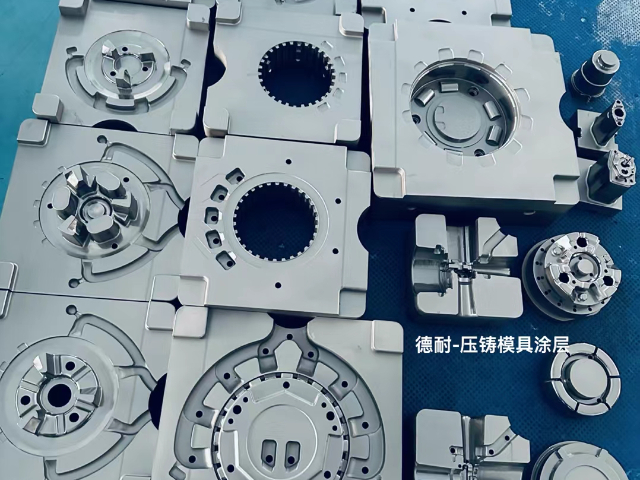
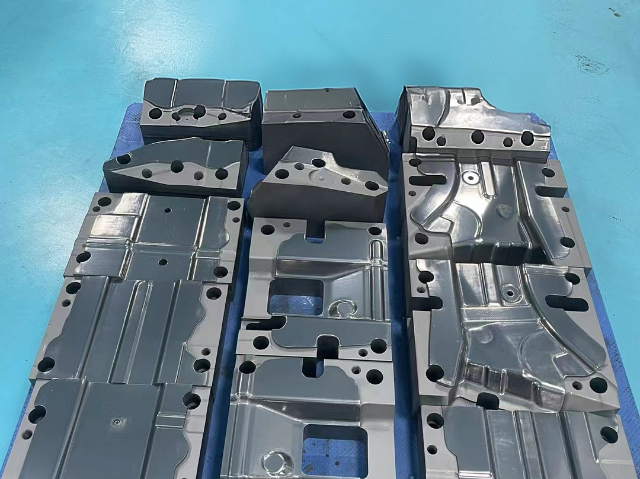
模具表面处理是通过物理、化学或复合方法改变模具表面成分、组织或性能的技术,旨在提升模具的耐磨性、耐腐蚀性、抗疲劳性及使用寿命,同时降低摩擦系数、改善脱模性能,是模具制造中提升性能、降低成本的关键环节。以下从处理目的、常见方法、应用场景及选型原则四个方面进行详细说明:一、处理目的提升耐磨性:模具在长期使用过程中,表面会受到磨损,导致尺寸超差、表面拉毛等问题。表面处理可以形成高硬度的保护层,显著提高模具的耐磨性。增强耐腐蚀性:模具在接触腐蚀性介质(如塑料中的分解气体、冷却液等)时,表面容易发生腐蚀,影响模具的使用寿命。表面处理可以形成致密的氧化膜或涂层,有效抵抗腐蚀。提高抗疲劳性:模具在反复承受交变应力时,表面容易产生疲劳裂纹,导致模具失效。表面处理可以引入残余压应力,细化表面晶粒,提高模具的抗疲劳性能。改善脱模性能:模具表面粗糙度过高或存在粘附物时,会影响制品的脱模,导致生产效率下降。表面处理可以降低模具表面粗糙度,减少粘附力,提高脱模效率。氮化铬铝表面处理后的医疗器械,表面光滑且耐腐蚀,方便清洁与消毒。福建压铸模具氮化铬铝ALCrN

精饰加工技术这类技术主要为了获得特定的表面粗糙度、纹理或光泽,直接影响产品的外观和触感。抛光:通过机械、电解或超声波等方式降低表面粗糙度,获得镜面或缎面效果。例如,SPI标准中的A-1级镜面抛光(Ra0.012-0.025µm)就常用于高光洁度的光学产品-。咬花(纹理加工):通过化学腐蚀或放电加工(EDM)在模具表面创建精细的纹理。例如,VDI3400标准中的VDI12-VDI45即对应不同粗糙度的哑光或消光表面。照相腐蚀:利用照相制版技术,在模具表面蚀刻出精细的图案、文字或皮纹,实现高精度的装饰效果。在实际应用中,这些技术常常被结合起来,以达到比较好效果。例如,一副高寿命的精密模具,其制造流程可能是:基体预硬化(保证韧性)→精加工与抛光(获得镜面)→PVD涂层(提高耐磨性)天津压铸模具氮化铬铝氮碳化钛TiCN氮化铬铝表面处理,赋予材料抗划伤能力,日常使用不易留痕。

增强耐腐蚀性形成致密氧化膜:化学热处理:如渗氮处理,在模具表面形成一层致密的氮化物层,该层能够有效阻止腐蚀性介质(如水、氧气等)与基体金属的接触,从而起到耐腐蚀作用。表面镀层/镀膜:如电镀铬、镍等,通过电解沉积在模具表面形成一层致密的金属镀层。这些镀层具有良好的耐腐蚀性,能够保护模具表面不受腐蚀。改变表面化学成分:某些表面处理技术:如离子注入等,通过将特定元素的离子注入模具表面,改变表面的化学成分和组织结构,从而提高表面的耐腐蚀性。
海洋工程与船舶船体外壳:船底长期浸泡在海水中,并易被藤壶等海洋生物附着,需要涂刷防腐底漆和防污漆,通过释放杀生剂或形成低表面能涂层来防止生物附着。海上平台:钻井平台处于严苛的高盐雾环境,必须进行重防腐涂装,如热喷铝/锌涂层配合封闭漆,提供牺牲阳极式的保护。日常消费品与其他五金与工具:螺丝、扳手等通常电镀锌或镀铬,防止生锈且美观。眼镜与饰品:眼镜架进行离子镀(IP电镀),颜色多样且耐磨;银饰品表面镀铑,可防止氧化发黑,增加亮度和硬度。建筑与家具:铝合金门窗阳极氧化或粉末喷涂,色彩丰富且耐候;木器家具表面刷漆,既保护木材又美观易清洁。纺织行业:利用等离子体处理技术,改善织物的亲水性、染色性、抗静电性或赋予其防水防油的特性。总而言之,从宏观的建筑桥梁到微观的芯片电路,从人体内的人工关节到太空中的飞行器,表面处理技术无处不在,默默提升着各种产品的性能、寿命与价值。船舶零部件经氮化铬铝表面处理,耐磨抗海水腐蚀,延长海上使用寿命。
涂层工艺:两大主流技术这是刀具表面处理中心,目前绝大多数高性能刀具都采用以下两种方法之一:(PVD)工作原理:在真空中,用物理方法(如溅射、蒸发)将涂层材料“打”成原子或离子,然后沉积在刀具表面。特点:低温(500℃以下),不影响高速钢刀具的硬度;薄膜(2-5μm),可保证复杂刀具(如丝锥、铣刀)的原有精度。常见涂层材料:TiN(黄金色)、TiCN(蓝灰色)、TiAlN(紫黑色)。适用刀具:高速钢刀具、整体硬质合金精密刀具(钻头、铣刀、铰刀)。化学气相沉积(CVD)工作原理:在高温下,让含有涂层元素的气体发生化学反应,生成的固态物质沉积在刀具表面。特点:高温(900-1100℃);厚膜(5-10μm);结合力极强,耐磨性好-1-2-6。常见涂层材料:TiC、Al₂O₃(氧化物)、多层复合涂层汽车发动机零件经氮化铬铝表面处理,耐磨性提升,降低维修频率,节省成本。河北纺织设备氮化铬铝氮化钛铝TiAIN
严谨的复合氮化铬铝表面处理流程,多技术融合,提升材料综合性能。福建压铸模具氮化铬铝ALCrN
涂层后处理:锦上添花涂层后并非完美无瑕,尤其PVD工艺可能会在表面留下微小的“液滴”瑕疵-4。后处理就是为了解决这些问题。抛光与去缺陷(如湿喷砂/毛刷抛光):对涂层后的表面进行轻微抛光,可以去除PVD留下的“液滴”,让表面更光滑。实验表明,抛光后的钻头排屑槽,其摩擦系数为未抛光品的25%,排屑更顺畅,切削热更少-4。消除应力:喷砂处理还能在涂层表面引入有益的压应力,抵消涂层内部原有的拉应力,能减少微裂纹,还能让涂层本身变得更硬、更耐磨-10。💡 总结与建议总的来说,刀具表面处理已形成一个完整的工艺链:预处理(如湿喷砂、ESC珩磨)解决的是“结合得牢、刃口不崩”的问题;涂层(PVD/CVD)解决的是“表面够硬、耐热耐磨”的问题;后处理(如抛光、湿喷砂)解决的是“摩擦更小、应力更优”的问题。这三个环节环环相扣,共同决定了刀具的性能。福建压铸模具氮化铬铝ALCrN
马鞍山德耐纳米科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在安徽省等地区的精细化学品中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同马鞍山德耐纳米科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!