货物特性是选择水平打包机的重心依据,企业需重点关注货物的重量、尺寸、形状与材质四个关键指标。对于重量在500kg以下的轻型货物(如纸箱、家电),可选择电动或气动机型,张力范围设置为5-300N即可;对于重量在500kg以上的重型货物(如钢材、大型机械),则需选择液压机型,确保张力输出在500N以上。货物的长度与宽度决定了打包机的轨道行程与输送系统尺寸,例如,打包6米长的管材,需选择轨道行程不小于6.5米的机型;对于宽度超过1米的货物,则需配备加宽的输送滚筒。货物的形状也会影响机型选择,规则形状的货物(如正方体、圆柱体)可选择通用型机型,而不规则或异形货物(如家具、工艺品)则需配备定制化的定位机构。货物材质则决定了打包带类型与熔接方式,例如,表面易划伤的货物(如家电、汽车零部件)需选择柔软的PP带或PET带,并配备防护装置;重型金属货物则需选择强高度的PET带或钢带。水平打包机采用全自动控制系统,可实现物品的横向捆扎,大幅提升包装效率。工业级的水平打包机焊接工艺

熔接或锁扣系统:如果是塑料捆扎带的水平打包机,熔接系统通常包括加热块、加热时间控制器等部件。加热块通电后产生高温,对捆扎带的接头部分进行加热熔接,加热时间控制器则精确控制加热的时间,以确保熔接的质量。而对于钢带打包机,锁扣系统则由夹紧钳、锁扣模具等构成,通过夹紧钳将钢带的两端夹住并送入锁扣模具中,利用机械力将钢带锁定在一起。无论是熔接还是锁扣系统,都需要具备高度的可靠性和稳定性,以保证打包连接的牢固性和耐久性。山东水平打包机价格水平打包机在建材行业应用普遍,可高效捆扎钢筋、型材等重型货物。

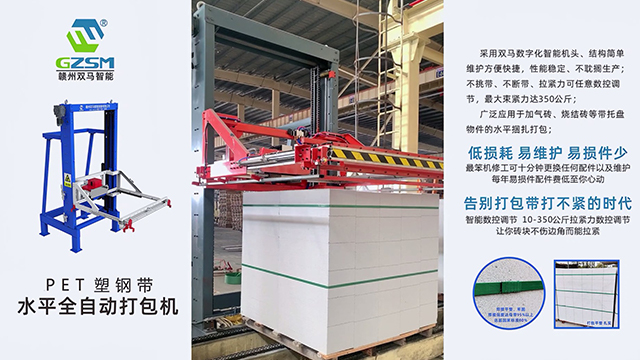
张力调节机构通过气压或液压系统控制打包带的缠绕张力,范围通常在5-500N之间,可根据货物材质(如纸箱、木材、金属)的不同进行精细调整,避免因张力过大导致货物变形或张力不足导致打包松散。输送系统负责将待打包货物精细输送至打包工位,并在打包完成后将货物送至下一环节,常见的输送方式包括滚筒输送、链条输送与皮带输送。滚筒输送适用于底部平整的货物(如家电、托盘货物),具有输送平稳、噪音小的优势;链条输送则适用于重型或不规则货物,通过链条的啮合传动确保输送动力;皮带输送则多用于轻型货物或对表面防护要求较高的物品,可有效避免货物表面划伤。
在确定需求后,企业需重点关注水平打包机的重心参数,确保设备性能符合要求。关键参数包括打包速度、张力范围、轨道行程、打包带规格与功率。打包速度需与生产线的节拍匹配,例如,生产线每小时输出100件货物,则打包机的速度需不低于100件/小时,避免成为生产线的瓶颈。张力范围需覆盖货物打包的需求,过大或过小都会影响打包质量,例如,打包纸箱需10-50N的张力,而打包钢材则需500-1000N的张力。轨道行程需大于货物的最大长度,通常建议轨道行程比货物长度大0.5-1米,确保打包带能够完整环绕货物。打包带规格需与企业使用的打包带匹配,包括宽度(通常为12-25mm)、厚度(通常为0.5-1.5mm)与材质(PP、PET或钢带),避免因打包带规格不匹配导致设备无法正常工作。功率则影响设备的能耗与运行稳定性,电动机型的功率通常为1.5-5kW,液压机型的功率通常为5-15kW,企业需根据自身的供电条件选择适配的机型。化工行业利用水平打包机对化工产品进行打包,可以有效防止化工产品泄漏,保障生产安全和环境保护。
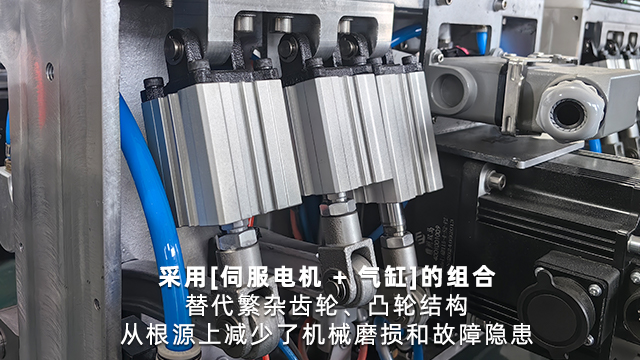
收紧系统:主要由收紧电机、减速器、收带轮、切刀等组成。收紧电机提供动力,通过减速器降低转速并增大扭矩,然后传递给收带轮,使收带轮能够有力地拉动捆扎带,实现收紧动作。切刀则用于在收紧完成后切断多余的捆扎带,其切割位置的准确性和切割效果的好坏,直接关系到打包后的外观质量和后续的操作便利性。一些先进的水平打包机还配备了自动调节收带轮压力的装置,可根据不同的捆扎带规格和物品特性,自动调整收紧力度,进一步提高打包质量。低噪音运行设计,满足工厂对工作环境舒适度的要求,降低噪音污染。吉林水平打包机维修
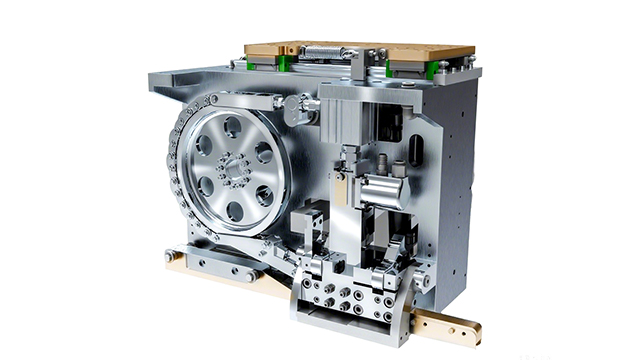
水平打包机的双电机驱动结构提供稳定动力输出,确保连续作业时的捆扎一致性。工业级的水平打包机焊接工艺
塑料带水平打包机:使用的捆扎材料主要是聚丙烯(PP)带和聚乙烯(PE)带。这两种塑料带具有良好的柔韧性、耐腐蚀性和一定的强度,适用于大多数普通物品的打包,如纸箱、木箱、日用品等。塑料带水平打包机的优点是成本较低、操作方便,而且由于塑料带的颜色多样,还可以根据需要进行选择,以满足不同的包装标识需求。不过,其缺点是在承受较大重量或恶劣环境条件下,可能会出现断裂等问题。钢带水平打包机:以钢带作为捆扎材料,具有较高的强度和刚性,能够承受较大的拉力和冲击力,常用于重型物品的打包,如钢材、木材、机械设备等。钢带打包机的打包紧固度高,不易松动,能够有效保证物品在运输和储存过程中的安全。但由于钢带的成本相对较高,且打包过程需要较大的力量,因此钢带水平打包机的价格和维护成本也较高。工业级的水平打包机焊接工艺