其他表面处理技术喷砂处理原理:利用砂粒高速冲击模具表面,调整粗糙度以满足不同成型件的表面要求。特点:可去除表面氧化皮、锈蚀等杂质,提高表面清洁度;同时可增加表面粗糙度,提高涂层附着力。应用:模具制造前的预处理,或作为其他表面处理前的准备工序。抛光处理原理:通过机械研磨或化学作用降低模具表面粗糙度,获得高光洁度表面。特点:可显著提高模具的脱模性能,减少制品与模具之间的粘附力;同时可提高模具的耐腐蚀性。应用:对表面光洁度要求高的模具,如光学镜片模具、塑料餐具模具等。喷丸强化原理:利用高速弹丸冲击模具表面,使表面产生塑性变形和残余压应力层。特点:可提高模具的抗疲劳强度,延缓疲劳裂纹的萌生和扩展;同时可细化表面组织,提高耐磨性。应用:承受交变应力的模具,如热锻模、压铸模等。经氮化铬铝表面处理,模具表面硬度提升,能高效完成复杂成型加工任务。山东切刀氮化铬铝氮化钛TIN
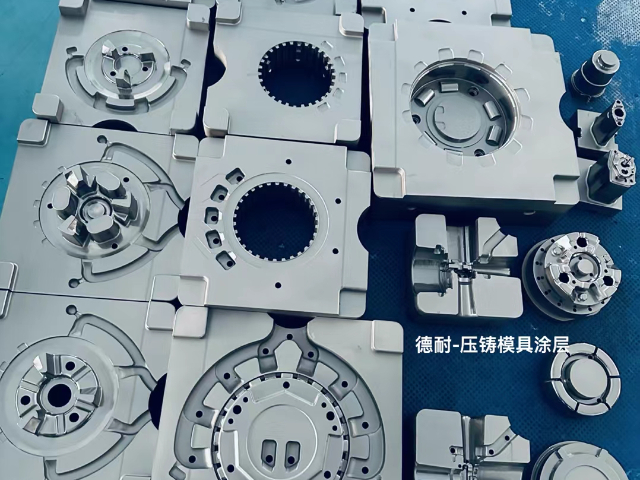
涂层工艺:两大主流技术这是刀具表面处理中心,目前绝大多数高性能刀具都采用以下两种方法之一:(PVD)工作原理:在真空中,用物理方法(如溅射、蒸发)将涂层材料“打”成原子或离子,然后沉积在刀具表面。特点:低温(500℃以下),不影响高速钢刀具的硬度;薄膜(2-5μm),可保证复杂刀具(如丝锥、铣刀)的原有精度。常见涂层材料:TiN(黄金色)、TiCN(蓝灰色)、TiAlN(紫黑色)。适用刀具:高速钢刀具、整体硬质合金精密刀具(钻头、铣刀、铰刀)。化学气相沉积(CVD)工作原理:在高温下,让含有涂层元素的气体发生化学反应,生成的固态物质沉积在刀具表面。特点:高温(900-1100℃);厚膜(5-10μm);结合力极强,耐磨性好-1-2-6。常见涂层材料:TiC、Al₂O₃(氧化物)、多层复合涂层安徽压铸模具氮化铬铝专业的氮化铬铝表面处理,结合化学气相沉积,打造均匀致密表面层。

模具表面处理是一系列提升模具性能、延长其使用寿命的关键技术。简单来说,就是通过各种工艺手段,为模具的"心脏"(基体)穿上一层量身定制的"多功能战衣"-4-6。这不仅能提高模具的耐磨、耐腐蚀和抗疲劳性能,还能改善产品的外观质量-9。主流的模具表面处理技术可以分为以下四大类:1表面改性技术这类技术通过改变模具表面表层的化学成分或组织结构来获得强化层,不增加额外厚度-1-4。2渗氮(氮化):将氮原子渗入模具表面,形成高硬度、高耐磨性的氮化物层。因其变形极小,用于各类精密模具-4-6。3渗碳:将碳原子渗入表面,经淬火后获得高碳层。主要用于提高模具的整体强韧性,可用低级材料替代高级材料以降低成本-5-6。4渗硼:在模具表面形成极硬的硼化物层(硬度可达HV1300~2000),提升耐磨性,适合在严重磨损条件下工作的模具-5。TD处理(盐浴渗金属):通过在高温盐浴中形成碳化物覆层(如碳化钒),获得极高的表面硬度(可达HV3200),可大幅提升模具寿命(数倍至数十倍)
表面预处理这是涂装或任何处理前的准备工作,目的是工件表面的油污、锈迹、氧化皮和尘土,为后续涂层能牢固附着打下基础。如果这一步做不好,再好的涂层也容易剥落。手工处理:使用刮刀、钢丝刷或砂轮等工具手工除锈。优点是简单,但劳动强度大、效率低、质量不稳定。化学处理:利用酸或碱溶液与表面氧化物、油污发生化学反应,将其溶解。适用于薄板件,但要注意控制时间以防过蚀,且废液处理不当会造成污染。机械处理:喷砂/喷丸:用高速砂流或钢丸冲击工件表面,清理效果比较好,还能获得一定的粗糙度,但设备投入大,粉尘是个大问题。抛丸:利用离心力抛射弹丸,效率高但灵活性差,容易有死角。等离子处理:这是一种较新的技术,利用等离子体(物质的第四态)轰击表面,能实现超净清洁,并引入活性基团,极大地提高粘接和印刷性能,环保且高效。先进的氮化铬铝表面处理工艺,多阶段复合处理,优化表面性能。
主流工艺与对应场景速览表格工艺适用材料优势典型应用阳极氧化铝/镁/钛耐磨、防腐、可染色手机壳、航空件、门窗电镀(锌/镍/铬)钢/铜防腐、装饰、导电紧固件、卫浴、五金热喷涂(锌/铝/陶瓷)金属/陶瓷厚涂层、耐蚀/耐磨桥梁、船舶、发动机PVD/CVD金属/非金属薄而硬、均匀模具、光学件磷化钢铁涂装打底、短期防腐汽车车身、机械件微弧氧化铝/镁/钛超硬陶瓷膜、绝缘电子、航空件等离子处理塑料/玻璃/金属提升粘接/印刷性汽车内饰、包装、线缆应用趋势绿色化:无铬钝化、水性涂料、低VOC工艺替代传统高污染处理。多功能复合:防腐+耐磨+自清洁、导电+散热一体化涂层。精密化:纳米涂层、原子层沉积(ALD),满足半导体高精度需求。智能化:在线检测、自适应、3D打印同步表面处理。常见的氮化铬铝表面处理工艺,通过精确控制气体成分,实现材料表面性能优化。金属冲压模具氮化铬铝氮碳化钛TiCN
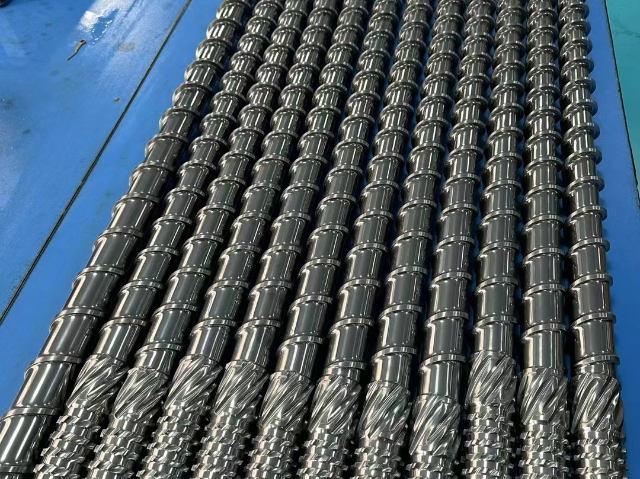
深灰的沉稳,源自氮化铬铝赋予的红硬性与耐热壁垒。山东切刀氮化铬铝氮化钛TIN
表面热处理与化学热处理通过加热、渗入元素或激光等手段,改变材料表层的成分、应力状态,从而强化表面。表面淬火:用高频感应或激光加热表层后冷却,使表面硬化,而心部保持韧性。化学热处理:将其他元素(如碳、氮)渗入工件表层,以提高表面的硬度、耐磨性或疲劳强度。激光表面处理:利用高能激光束进行表面强化或熔覆,获得特殊性能的表层。选择哪种表面处理工艺,主要取决于三个因素:基体材料(是金属、塑料还是陶瓷?)、功能需求(是要防锈、耐磨、耐高温还是为了好看?)以及成本考量。例如,消费电子产品的外壳常采用阳极氧化(铝材)或PVD(不锈钢/钛材)来获得漂亮的颜色和耐磨表面;而建筑钢结构则常用热镀锌或喷涂来获得长效的防腐蚀保护。山东切刀氮化铬铝氮化钛TIN
马鞍山德耐纳米科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在安徽省等地区的精细化学品中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,马鞍山德耐纳米科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

