
HOJOLO快速对中校正仪降低技能要求的同时,还带来了多重附加价值,进一步适配工业运维的实际需求:缩短运维时间:传统对中校正一台设备需1-2小时,而快速对中校正仪*需15-30分钟,且无需反复校验,大幅减少设备停机时间(尤其对连续生产的化工、电力行业至关重要)。提升对中精度:自动化采集与计算避免了人...
快速对中校正仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER,SYNERGYS
- 型号
- AS500
- 类型
- 激光对中仪
- 重量
- 0.8
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
快速对中校正仪企业商机
校准质量有保障”则是标准化设计的直接成果。首先,标准化检测消除了人为误差,确保每次校准的精度一致性,例如在电机与泵的轴系对中场景中,传统人工校准可能存在±,而通过快速对中校正仪的标准化流程,误差可稳定控制在±,大幅降低设备因对位偏差导致的振动、噪音及部件磨损。其次,仪器的校准数据可实时存储或导出,形成完整的质量追溯档案,便于后期排查、审计,满足工业生产中“质量可追溯”的管理要求。此外,部分适配高温、高压等恶劣工况的型号(如AS系列),还通过强化硬件耐候性与算法抗干扰能力,确保在复杂环境下仍能稳定输出标准化校准结果,进一步筑牢质量防线。无论是保障设备长期稳定运行,还是降低生产过程中的维护成本与故障风险,快速对中校正仪的“工业对位标准化”设计,都为工业精密作业提供了可靠、高效的质量解决方案。 看得见的精确!快速对中校正仪,偏差实时显,调完直接投产。爱司快速对中校正仪定做
快速对中校正仪
现场“实际设备对比测试”:真实工况的精度验证标准件测试是“理想环境”,现场工况(如设备振动、温度变化、安装空间限制)可能影响精度,需通过“真实设备对中”验证精度是否适配:同设备多仪器对比若有条件,可将待判断的仪器与“已知精度合格的仪器”(如厂内长期使用且校准合格的基准仪器),在同一台设备(如某台离心泵)上同步测量:固定两仪器的测量位置(如均安装在电机轴和泵轴的联轴器上),先后完成对中测量;对比两者的“径向偏差值”“角度偏差值”“调整量建议”,若偏差≤待判断仪器的出厂精度(如基准仪器测径向,待判断仪器测,偏差,符合±5μm精度),则说明现场精度合格。对中后“效果反推”对中精度的**终价值是“解决设备问题”,可通过对中后的设备状态反推精度是否达标:对中前:记录设备的异常指标(如轴承温度85℃、振动速度,判定为不对中导致);按待判断仪器的“调整建议”完成对中(如建议电机垫高、左移);对中后:重新测量设备指标,若温度降至45℃(正常范围)、振动速度降至(符合ISO10816振动标准),且仪器复测对中偏差≤设备要求的公差(如泵的对中公差≤),则说明仪器精度有效——若对中后指标无改善。 国内快速对中校正仪保养快速对中校正仪使用感受怎么样?
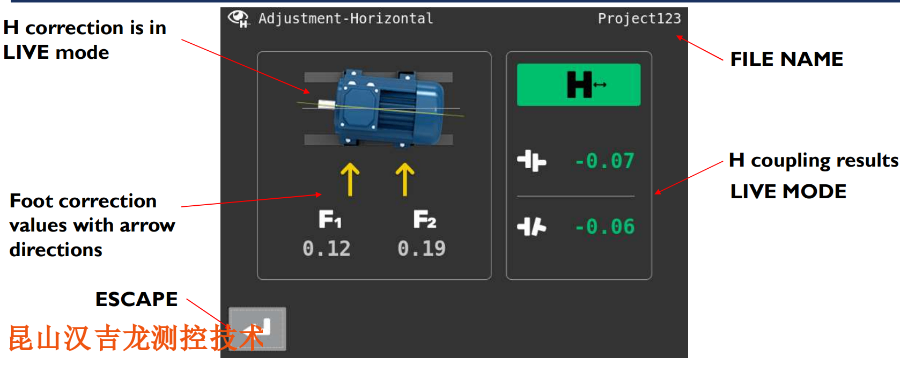
第五步:结果可视化与报告生成仪器通过高清屏幕以图形+文字的形式输出**终结果:图形化:展示两轴的偏差示意图(如红色箭头标注偏差方向,柱状图对比调整前后偏差值);文字化:明确标注“当前平行偏差XXmm”“当前角度偏差XX度”“调整完成后偏差XXmm(是否合格)”;报告生成:部分机型支持通过USB、蓝牙导出对中报告(含设备信息、调整前后数据、操作人员、时间等),便于运维记录与追溯。快速对中校正仪的“偏差计算”本质是将工业对中需求转化为几何问题,**基于“两轴空间位置关系”推导,以下以**常见的“联轴器连接的两轴对中”为例,解析**计算逻辑:1.基础几何模型:两轴的两种偏差类型假设主动轴为A,从动轴为B,两轴通过联轴器连接,**存在两种偏差:平行偏差(径向偏差):两轴中心线平行但不重合,偏差值用δ表示(单位:mm),即两轴中心线在径向的距离;角度偏差(倾斜偏差):两轴中心线不平行,存在夹角,偏差值用α表示(单位:度/分),即两轴中心线的倾斜角度。
确保快速对中校正仪存储在不同设备(内置存储器、外部存储、计算机、云端)上的数据安全性,需针对不同存储场景采取“分层防护+全流程管控”策略,结合物理安全、技术加密、权限管理和操作规范,具体措施如下:一、针对“校正仪内置存储器”的数据安全措施内置存储器是数据存储的“***入口”,需从设备本身的硬件和系统层面筑牢安全基础:硬件级数据保护选择具备防篡改设计的仪器,例如部分**型号(如FixturlaserNXAPro)的内置存储器采用“物理锁定+防擦除芯片”,避免因误操作(如误格式化)或设备故障导致数据丢失;仪器内置备用电池或断电保护功能,防止测量/存储过程中突然断电导致数据写入中断、文件损坏。系统级权限管控开启仪器的“用户登录认证”功能(如密码锁、指纹解锁),限制非授权人员(如无关运维人员、外部人员)进入数据管理界面,避免数据被恶意删除、修改;部分仪器支持“操作日志记录”,自动留存数据的创建、修改、删除时间及操作人,一旦出现数据异常可追溯责任。定期本地备份按照运维规范,定期(如每次校准后、每周)将内置存储器中的数据通过USB、蓝牙等方式导出至备用设备(如**计算机、加密U盘),形成“本地双备份”。 如何确保快速对中校正仪存储在不同设备上的数据的安全性?

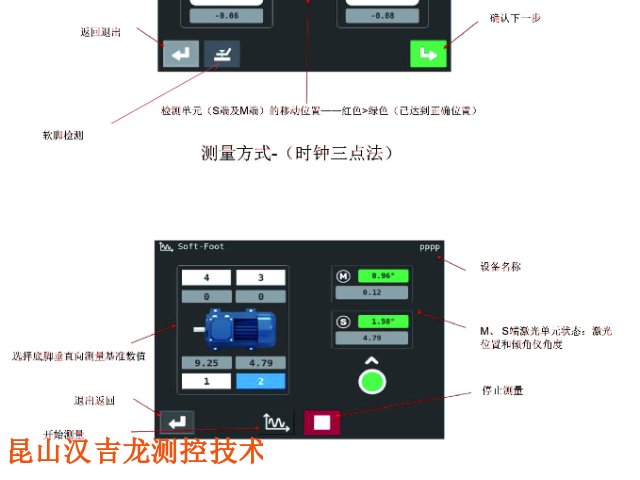
快速对中校正仪的**目标是解决轴类设备(如电机与泵、风机与减速器等)的平行偏差(两轴中心线在径向的偏移)和角度偏差(两轴中心线的倾斜)问题,其工作原理围绕“数据采集→信号处理→偏差计算→结果输出”四大**环节展开,通过集成高精度传感技术、智能算法与可视化交互,实现对中过程的自动化与精细化。以下从技术原理、**组件作用、偏差计算逻辑三方面,详细拆解其工作机制。快速对中校正仪本质是“传感+计算+交互”的集成系统,其工作流程形成完整闭环,无需人工干预复杂环节,具体如下:第一步:设备安装与基准建立运维人员*需将对中校正仪的两个**单元(通常称为“发射单元”和“接收单元”)分别固定在主动轴(如电机轴)和从动轴(如泵轴)上,通过磁力座、夹持臂等配件确保单元与轴完全同心(即“基准轴”与单元轴线重合)。部分**机型内置“自动找平功能”,可通过小型水平传感器微调单元角度,避免人工安装偏差影响后续数据。 快速对中校正仪使用教程分享!国内快速对中校正仪保养
设备总抖动?用它!快速对中校正仪,一次校准,3 年不跑偏。爱司快速对中校正仪定做
利用已知精度的标准工装或模拟对中装置,实际操作仪器进行测量,对比“仪器读数”与“标准值”的偏差,验证精度是否稳定。此方法贴近现场使用场景,更具实际参考意义:1.HOJOLO激光对中仪的标准件测试(**典型)准备“标准对中工装”(由固定基座、可调节的“模拟轴”、精度已知的“偏差调节机构”组成,如可精确设置“径向偏差、角度偏差°”),按以下步骤测试:步骤1:将仪器的发射端、接收端分别固定在标准工装的两个“模拟轴”上,按仪器操作流程完成安装校准;步骤2:通过工装调节机构,设置1~3个典型偏差值(如“径向°”“径向°”,覆盖自身设备的常见对中偏差范围);步骤3:记录仪器的“测量值”,与工装的“标准偏差值”对比,计算“偏差率”(偏差率=|测量值-标准值|/标准值×100%)。合格判定:偏差率需≤仪器出厂精度的“允差范围”,例如仪器标注径向精度±5μm,若标准值(100μm),测量值偏差需≤5μm,即偏差率≤5%,否则精度不达标。 爱司快速对中校正仪定做
与快速对中校正仪相关的文章
工厂快速对中校正仪特点
- 昆山快速对中校正仪维修 2026-04-30
- 激光快速对中校正仪定做 2026-04-27
- 多功能快速对中校正仪厂家 2026-04-27
- 电机快速对中校正仪连接 2026-04-27
- 工厂快速对中校正仪电话 2026-04-26
- 激光快速对中校正仪 2026-04-21
- HOJOLO快速对中校正仪特点 2026-04-21
- 耦合快速对中校正仪校准规范 2026-04-19
- 振动快速对中校正仪维修 2026-04-19
- 瑞典快速对中校正仪使用视频 2026-04-19
- 常见快速对中校正仪厂家 2026-04-18
- 昆山快速对中校正仪哪家好 2026-04-18
与快速对中校正仪相关的产品




与快速对中校正仪相关的新闻
-
synergys快速对中校正仪的作用 2026-04-14 14:02:31标准化体现在操作流程的固化与自动化。仪器通过集成高精度传感器(如激光传感器、电磁感应传感器)、智能算法及可视化交互界面,将复杂的对位校准步骤简化为 “安装 - 检测 - 显示 - 调整 - 验证” 的标准化流程:操作人员无需依赖专业技能,只需按照仪器指引完成传感器安装,仪器便会自动采集数据、与标准参...
-
机械快速对中校正仪价格 2026-04-14 19:08:03快速对中校正仪通过多种方式降低了运维人员的技能要求,具体如下:操作界面直观简洁:许多快速对中校正仪配备了图形化的操作界面和触摸屏,以直观的方式显示测量数据和操作指引。例如AS轴对中校准测量仪,其,以绿、黄、红三色直观标记轴同心度偏差范围,操作人员无需复杂培训,即可清晰掌握设备状态。自动化...
-
汉吉龙测控快速对中校正仪校准规范 2026-04-14 07:03:12企业在选择快速对中校正仪时,可围绕“进一步降低技能要求”和“适配自身场景”优先关注以下功能:中小设备(如电机、泵):优先选“全自动操作+中文触屏界面+无线连接”的机型,操作更便捷,无需复杂安装。大型/重型设备:优先选“带调整量动态指引(如实时显示偏差变化)+多人协作提示”的机型,避免多人操作时的配合...
-
山东快速对中校正仪 2026-04-13 00:13:21如AS轴对中校准测量仪,可同步采集激光对中偏差、振动频谱特征、红外热成像温度场等多维度数据,构建起“几何精度-振动特征-温度分布”设备状态证据链,自动判断故障根源并提供维修建议,降低了运维人员对故障诊断和分析的难度。简化安装与调试过程:快速对中校正仪通常设计为便于安装和调试的结构,减少了对...
与快速对中校正仪相关的问题
新闻资讯
产品推荐
-

激光设备安装对心校准仪哪家好
2026-05-02 -

经济型激光联轴器对中仪服务
2026-05-02 -
经济型联轴器振动红外对中仪哪里买
2026-05-02 -
HOJOLO对中仪服务特点
2026-05-02 -

AS100设备安装对心校准仪维修
2026-05-02 -

昆山激光联轴器对中仪操作步骤
2026-05-02 -

AS100无线激光对中仪连接
2026-05-02 -
上海对中仪服务
2026-05-02 -

机械法兰联轴器对中仪
2026-05-02