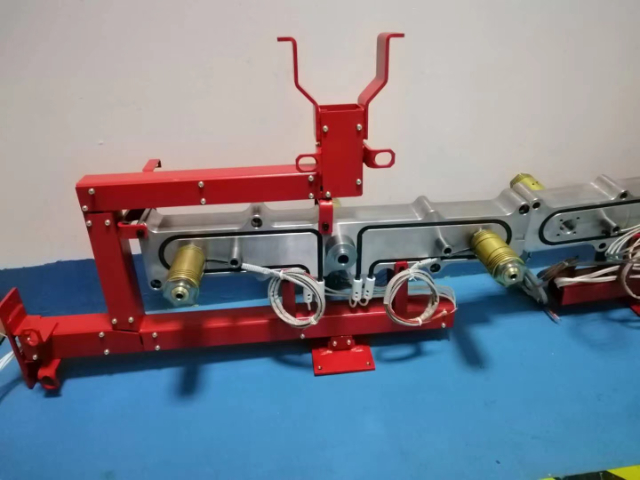
热流道系统的安装与调试是保证其稳定运行的关键环节,必须严格遵循规范流程操作。安装前需检查各部件尺寸精度、表面光洁度与加热元件完好性,确保分流板、热喷嘴、模具之间同心度、密封度达标,防止生产中出现漏胶、溢料。安装过程中合理布置加热线与感温线,避免挤压、弯折或高温烫伤,保证电路连接安全可靠。调试时采用分...
点胶口基本参数
- 品牌
- 上海垚塑热流道
- 型号
- 非标定制
- 成型工艺
- 转移成型模,旋转成型模,热成型模,注射模,压注模,压缩模,塑封模
- 工序组合类型
- 级进模/连续模,单工序模,复合模
- 溢料
- 半溢式压缩模,不溢式压缩模,溢式压缩模
- 浇注系统
- 绝热流道模,热流道模,无流道模,温流道模
- 型腔数目
- 多型腔,单型腔
- 质量体系
- ISO9001
- 加工定制
- 是
- 加工设备数量
- 20台
- 加工能力
- 2000套/年
- 模具寿命
- 100万次
- 模具材质
- s136
- 外形尺寸
- 1200*800
- 重量
- 1-15
- 主要加工设备
- 马扎克 数控车床 普车
- 产地
- 江苏
- 厂家
- 上海垚塑热流道
- 适用范围
- 日用品,工艺品,家电,汽车,电子,医疗,仪表,食品,手机,餐具,鞋业
- 模具分型面数目
- 一个,两个,三个,多个
点胶口企业商机
精密塑胶制品、量产类塑胶件、薄壁大件制品都适合用热流道。日常家电外壳、内部塑胶配件、数码产品壳体及细小零部件,尺寸精细、外观要求高,适配热流道成型。汽车内饰件、仪表盘、塑胶构件、车灯配件等,量产稳定且品质要求高,选用热流道更合适。薄壁塑胶容器、包装配件、大型外壳类产品,用热流道可减少变形、提升成型率。文具、儿童玩具、日用塑胶器皿、厨卫配件,量产需求大、损耗要求低,适配热流道。多型腔模具生产的小件塑胶产品、高光泽无浇口制品、原料成本较高的制品,用热流道能省废料、提效率。对制品外观、精度、量产效率有要求,且需减少原料浪费的各类塑胶产品,都适合使用热流道系统。热流道安装便捷,维护简单,适配各类常规注塑模具。针点式点胶口加工

热流道调试遵循“先升温稳温、再低压试模、逐步优化参数”原则,设定各段温度低于材料降解温度、高于熔融温度,待温度稳定后试注,观察浇口、填充、外观,微调温度、压力、速度,达到比较好状态再量产。食品包装注塑要求卫生、无析出、高效率,热流道无缝流道与食品级材质适配PP、PE、PET等包装材料,无凝料无污染,成型周期短,适合瓶盖、餐盒、饮料瓶胚等高速量产,符合食品接触安全标准。 热流道系统标准化与定制化并行,标准件性价比高、交期快,适合通用产品;定制化按模具与产品专属设计,适配异形件、多浇口、特殊材料,满足高端定制化制造需求,兼顾通用性与专业性。注塑点胶口电话热流道优化熔体压力,让胶料填充更平稳顺畅。

热流道使用维护有诸多禁忌,操作不当易引发故障、缩短使用寿命。**忌讳温度把控不当,升温过快、温度过高会导致原料碳化分解,产生黑点、黄变,过低则熔体凝固堵料。忌讳原料含杂质、受潮,杂质易堵塞流道,损伤配件,受潮原料会影响制品成型质量。忌讳长期不清理,流道、喷嘴残留胶料碳化积垢,引发漏胶、进料不均。忌讳野蛮安装拆卸,易造成部件变形、密封不严,出现漏胶问题。忌讳注塑参数失衡,压力、射速忽高忽低,破坏进料平衡。
把握热流道平衡,**是保障各型腔进料均匀、熔体流速稳定,需从设计、温控、配件、工艺多方面把控。设计阶段优先选用对称式分流板,保证各流道长度、粗细、转角一致,从源头均衡进料。精细管控分区温度,各喷嘴、分流板温差不宜过大,确保熔体熔融状态相同,流速稳定。定期检修配件,避免喷嘴堵塞、磨损、出料不均,及时更换老化部件,保证出料顺畅。选用纯度达标、熔融稳定的原料,避免杂质影响流动性。优化注塑参数,合理调整射速、压力、料量,匹配热流道进料节奏。生产中实时观察制品充填状态,发现快慢不均及时微调。做好日常保养,定期清理残胶、校准温控,规范安装操作,长期稳定维持热流道平衡,保障制品成型质量。热流道系统稳定,减少注塑废品产生。
针阀式热流道运行稳定性强,整体结构精密耐用,阀针、喷嘴等**部件选材质量,耐高温、耐磨损,长期高负荷作业不易损坏。驱动装置运行平稳,阀针行程精细可控,无卡顿、偏移问题,故障发生率极低,能保障生产线长期稳定作业,减少停机维修频次。日常维护针对性强,只需定期清洁流道、检查部件损耗、校准温控参数,即可保持质量运行状态。该系统适配性强,可搭配各类精密注塑模具、**注塑设备使用,安装调试规范后,能长期稳定发挥性能,使用寿命长久。无流道废料产生,节约原料,降低生产材料成本.针点式点胶口加工
结构简洁,安装便捷,调试简单,易上手操作.针点式点胶口加工
热流道制品出现黑点,主要是原料杂质、残料碳化、部件磨损、清洁不到位所致。流道、喷嘴、分流板内长期残留塑料熔体,高温下易碳化变黑,随熔体带出形成黑点;加热温度过高、熔体停留过久,会加速原料分解碳化。原料含杂质、受潮污染,或螺杆、加热部件磨损掉屑,也会产生黑点。解决需彻底拆解热流道,***清理残胶、积碳与杂质,保证流道洁净。严控加热温度,避免高温过度加热,缩短熔体滞留时间。选用纯净无杂质的原料,使用前烘干除杂。定期检修加热元件、螺杆及密封部件,更换磨损老化配件,防止碎屑脱落。生产前低速清机,排净残留旧料再正常生产。日常做好定期清洁保养,规范温控与用料,能有效减少黑点产生,保障制品品质。针点式点胶口加工
与点胶口相关的文章
与点胶口相关的产品



与点胶口相关的新闻
-
塑胶点胶口销售方法 2026-04-30 23:15:44热流道系统在注塑生产中具备***的节能降耗优势,是绿色制造与高效生产的重要技术支撑。使用热流道可完全取消冷流道废料的产生,省去废料破碎、烘干、回收再利用等环节,大幅降低原料损耗与人工成本。同时,热流道恒温输送可降低注塑压力与锁模力,减少设备负荷,使整机能耗下降15%至30%。在大批量生产场景下,热流...
-
4点开放点胶口五星服务 2026-04-28 20:16:01随着智能制造技术的快速发展,热流道系统正朝着智能化、电动化、微型化、网络化方向持续升级。电动针阀式热流道取代传统气动结构,响应速度更快、控制精度更高、无油污污染,更适合医疗、光学、电子等**领域;分布式温度传感与自适应控温技术可实时监测熔体状态,自动优化工艺参数,提升成型稳定性;物联网与远程监控技术...
-
多头嘴点胶口电话 2026-04-28 03:14:23日常维护是热流道长效运行的保障,定期清理喷嘴头部积碳与冷料,检查加热元件与感温线性能,紧固密封螺丝防止松动。生产结束后按规范降温关机,避免高温空烧;长期停机需做好防锈防尘,定期通电保温保养,延长系统使用寿命,减少停机损失。医疗耗材与包装行业注重洁净、无残留、高效率,热流道无凝料设计避免废料污染,减少...
-
安徽点胶口上门 2026-04-28 15:13:40热流道的流道材料需具备高导热性。热流道的使用有助于减少浇口痕迹。热流道的温度波动应控制在合理范围。热流道的结构设计需便于拆卸维护。热流道的加热区域需均匀分布。热流道的使用需注意模具冷却系统配合热流道的流道过渡应平滑无突变。热流道的温度设定需结合材料特性.热流道的安装需预留足够的维护空间。热流道的...
与点胶口相关的问题
新闻资讯
产品推荐
-

安徽马斯特热流道厂家供应
2026-05-09 -

上海非标热流道服务
2026-05-09 -
江苏点胶口厂家
2026-05-09 -
化妆品开放式厂家供应
2026-05-09 -
家电模热流道调机
2026-05-09 -
异物热流道产品介绍
2026-05-09 -
进口点胶口24小时服务
2026-05-09 -
瓶胚热流道推荐厂家
2026-05-09 -

气阀针阀调试
2026-05-09