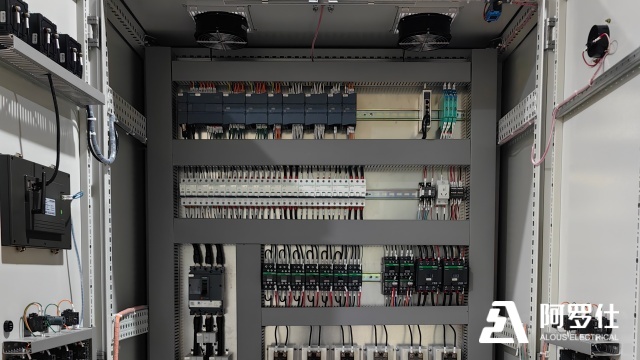
高温环境下的plc控制柜需加装散热风扇或工业空调,维持柜内适宜温度,防止内部元件因高温失效。在冶金车间、玻璃厂、夏季户外等高温场景,环境温度可达 40℃以上,plc控制柜内元件(如 PLC、变频器、接触器)运行时会产生热量,若热量无法及时排出,柜内温度会持续升高,超过元件允许工作温度(多数元件允许温度为 - 5℃-60℃),会导致元件性能下降、寿命缩短,甚至出现误动作、烧毁等故障。散热风扇是基础散热设备,通过强制排风将柜内热量排出,适用于柜内温差较小、热量较少的场景,安装时需在柜体顶部或侧面开设进风口和出风口,确保空气流通。工业空调则适用于高温、高粉尘环境,能精确控制柜内温度(通常维持在 25℃-35℃),且具有防尘、除湿功能,不过成本较高,多用于含有变频器、伺服驱动器等发热量大的自动化控制plc控制柜。此外,还可通过柜体表面涂覆散热涂层、增加散热片等辅助方式提升散热效果。通过PLC控制柜,可以实现对多个设备的集中控制。无锡eacplc控制柜OEM

plc控制柜内导线需选用阻燃型,截面积需匹配载流量,避免过热隐患,这是保障plc控制柜电气安全的基础要求。阻燃型导线的绝缘层采用阻燃材料(如聚氯乙烯),即使发生短路起火,也能阻止火焰蔓延,减少火灾事故的危害范围,符合国家电气安全标准。截面积匹配载流量则是为了防止导线过热:导线截面积越小,电阻越大,通过电流时产生的热量越多,若截面积过小而载流量过大,会导致导线温度升高,加速绝缘层老化,甚至引发短路起火。例如控制回路中电流较小(通常小于 5A),可选用 1.5mm² 铜芯导线;主回路中电流较大(如 50A),则需选用 10mm² 铜芯导线。选型时需参考导线载流量表,结合回路实际电流、敷设方式(如线槽敷设、穿管敷设)和环境温度综合确定,确保导线在长期运行中温度不超过绝缘层的允许温度(通常为 70℃)。无锡eacplc控制柜OEM阿罗仕plc控制柜提供完善质保服务,让您使用过程中更有底气。

plc控制柜内接触器线圈电压需与供电系统匹配,避免电压不符导致接触器无法正常吸合。接触器通过线圈通电产生电磁力吸合触点,实现主回路通断控制,线圈电压是其关键参数,若与供电系统电压不匹配,会直接导致接触器失效:电压过高会使线圈电流剧增,短时间内烧毁线圈;电压过低则电磁力不足,触点无法吸合或吸合不紧密,导致触点发热烧蚀。常见线圈电压规格有 AC220V、AC380V、DC24V、DC110V 等,选型时需严格核对控制回路供电电压,例如 PLC 输出为 DC24V 的控制回路,需选用 DC24V 线圈的接触器;传统继电器控制回路为 AC220V 时,应匹配 AC220V 线圈。安装后需进行通电测试,观察接触器吸合是否顺畅、有无异响,测量线圈实际电压是否在额定电压的 ±10% 范围内,确保长期可靠运行。
plc控制柜柜门需安装机械联锁装置,确保断电后才能开启,保护操作人员安全,这是防止操作人员在柜体带电时误开柜门导致触电的重要安全措施。机械联锁装置通常由锁体、连杆和行程开关组成,与柜内主断路器联动:当主断路器处于合闸状态(柜体带电)时,联锁装置会锁定柜门,操作人员无法打开柜门;只有当主断路器分闸(柜体断电)后,联锁装置解锁,柜门才能正常开启。部分plc控制柜还会配备电气联锁,若柜门未关闭到位,联锁装置会触发电气信号,阻止主断路器合闸,避免柜体带电时柜门开启。该装置广泛应用于动力plc控制柜、高压plc控制柜等存在高电压、大电流的场景,即使操作人员误操作,也能通过机械结构强制保障安全,符合国家《低压成套开关设备和控制设备》(GB 7251.1)的安全要求。选择阿罗仕plc控制柜,不只是选一件设备,更是为您的生产稳定与发展保驾护航。

PLC控制柜广泛应用于各个工业领域,包括制造业、化工、食品加工、建筑自动化等。在制造业中,PLC控制柜可以用于生产线的自动化控制,实现对机械手臂、输送带等设备的精确控制。在化工行业,PLC控制柜能够监控反应釜的温度、压力等参数,确保生产过程的安全和稳定。在食品加工行业,PLC控制柜可以实现对生产流程的实时监控,确保产品质量和卫生安全。此外,随着智能制造和工业4.0的兴起,PLC控制柜的应用范围也在不断扩大,越来越多的企业开始采用PLC控制柜来实现智能化、数字化的生产管理。PLC控制柜的安装位置应避免潮湿和高温环境。南京设备plc控制柜采购
阿罗仕plc控制柜恪守安全准则,为您的电力系统提供可靠、高效的配电解决方案。无锡eacplc控制柜OEM
汽车生产线的plc控制柜需与机器人系统联动,实现自动化装配控制,汽车生产线自动化程度高,需通过plc控制柜与工业机器人(如焊接机器人、装配机器人、喷涂机器人)联动,完成汽车零部件的焊接、装配、喷涂等工序,确保生产效率和产品质量。联动控制的关键是通过 PLC 模块实现数据交互:plc控制柜内的 PLC 通过工业以太网(如 Profinet、EtherNet/IP)与机器人控制器连接,接收机器人发送的位置信号、状态信号(如机器人是否到位、是否完成作业),同时向机器人发送控制指令(如启动焊接、调整装配角度)。例如在汽车焊接工序中,plc控制柜控制工件输送线将工件送至指定位置后,向机器人发送 “焊接准备完成” 信号,机器人接收到信号后开始焊接,焊接完成后向plc控制柜发送 “焊接完成” 信号,plc控制柜再控制输送线将工件送至下一工序。此外,plc控制柜还需集成急停联锁功能,若生产线出现故障,急停按钮触发后,plc控制柜会立即向机器人发送停机指令,确保人员和设备安全。无锡eacplc控制柜OEM