数控折弯机编程操作步骤详解: 1.设备通电启动 操作时需先接通折弯机电源,通过机身开关开启设备,随后按下油泵启动按钮。待油泵运转声音正常后,保持空转运行60-100秒,确保液压系统稳定。 2.行程参数校准 进行行程调节测试时,需注意上模下行至底部位置时,应保留相当于板料厚度的间隙。若间隙过小,可能导致模具损伤,进而影响设备使用寿命。 3.槽口尺寸选择 在程序中设定折弯槽口尺寸时,需根据板料厚度确定。例如加工6mm板料时,应选择约48mm的槽口,这是板料厚度8倍的标准值,属于常规操作范围。 4.后挡料参数验证 第四步需检查后挡料的位置和尺寸是否与编程设置一致,确保定位精度符合加工要求。 5.执行加工操作 完成上述步骤后,通过踩脚踏板启动折弯作业,开始正式加工流程。液压系统为折弯机提供持续稳定的动力输出。昆山非标折弯机定制模具
数控折弯机主要结构与功能解析: 1.同步机构系统 由扭轴、下摆臂及关节轴承构成的机械同步机构,具有结构简单、运行稳定可靠、同步精度高三大优势,确保折弯过程的一致性。 2.挡块控制系统 采用电动机驱动机械挡块,通过数控系统实现数字化标值控制,准确调节加工参数。 3.滑块驱动系统 液压传动:导轨滑块部分采用液压驱动,由液压缸、滑块及机械挡块调整机构组成 运动原理:上下液压缸固定于机架,通过液压活塞推动滑块实现垂直运动 数控联动:机械挡块与数控系统协同,实现标值化位置控制 4.工作台夹持系统 结构组成:由底座(含座壳、线圈、盖板)与压板构成,底座通过铰链连接夹紧板 电磁夹持:线圈通电产生磁力,驱动压板与底座形成闭合磁场,实现对薄板材料的无接触式夹持 安全设计:线圈置于座壳凹陷内,顶部覆有盖板,兼具散热与防护功能 5.系统协同性 各模块通过数控系统集成控制,实现从同步运动到夹持定位的全流程自动化,确保加工精度与效率。湖北扭轴折弯机系统折弯机需要定期润滑,并且需要选择合适的润滑油。

液压折弯机系统具备以下控制特性: 1.自动定位控制:精确调控折弯机的后挡料装置及油缸中挡块位置。 2.定位方式灵活:支持单边与双边定位模式设置,其中单边定位能有效消除丝杆传动间隙。 3.软限位功能:系统内置软限位保护机制。 4.断电记忆:具备断电后位置自动记忆能力。 5.比例因子设置:用户可依据丝杠螺距、传动比手动设定显示比例因子,或通过示教操作由液压系统自动计算,操作便捷高效。 6.单工步插入模式:支持单工步灵活插入,实用性强。 7.多工步编程:实现多步程序自动连续运行。 8.退让逃料功能:自动调整后挡料装置位置,避免与工件干涉,降低磨损。 9.密码保护机制:进行位置示教或参数修改时需输入正确密码,否则只可查看参数或修改当前位置。
折弯机运行过程中产生的噪音主要来自液压系统、电机、机械传动等部件,长期处于高噪音环境会影响操作人员的身心健康,因此噪音控制成为折弯机设计与使用的重要环节。为降低噪音,折弯机在设计上采用了多种措施:液压系统采用低噪音液压泵、溢流阀等元件,优化液压管路布局,减少液压油流动产生的噪音;电机采用变频电机,通过调整转速降低噪音;机械传动部件采用高精度齿轮、滚珠丝杠,减少摩擦噪音,同时配备隔音罩、消声器等装置;机架采用减振设计,底部安装减振垫,减少设备运行时的振动与噪音传播。使用过程中,可通过以下方式进一步优化车间环境:定期对设备进行润滑、维护,减少因部件磨损、松动产生的噪音;合理布局车间设备,将折弯机与其他高噪音设备分开摆放,设置隔音屏障;操作人员佩戴隔音耳罩等防护用品,减少噪音伤害;保持车间通风良好,配备通风设备,降低液压油气味等污染物浓度;合理安排工作时间,避免长时间连续作业,减轻操作人员疲劳。折弯机适用于碳钢、不锈钢、铝合金、铜板等多种板材。

液压折弯机操作规范: 1.操作前必须详细阅读本机说明书,熟悉和掌握折弯机的结构、性能和调整方法。 2.在多人操作时,必须确认在没有任何不安全因素时,方可踏下脚踏开关。 3.液压折弯机能承受部分偏载(宜于右端),其很大偏载压力值为120KN(千牛) 4.上下模具间的间隙必须调整均匀,工作时,下模和工作台上不准放置任何工具,工件表面不得有焊疤等缺陷。 5.要经常保持清洁,使用中,应随时注意折弯机各部分的情况,如发现异常,应立即停机检查。 6.模口V一般选择为8倍板厚,即V=8S为宜电液伺服折弯机可处理多种规格薄板,如金属板材、管材等,尤其适合复杂形状和尺寸的工件加工。四川扭轴数控折弯机出口
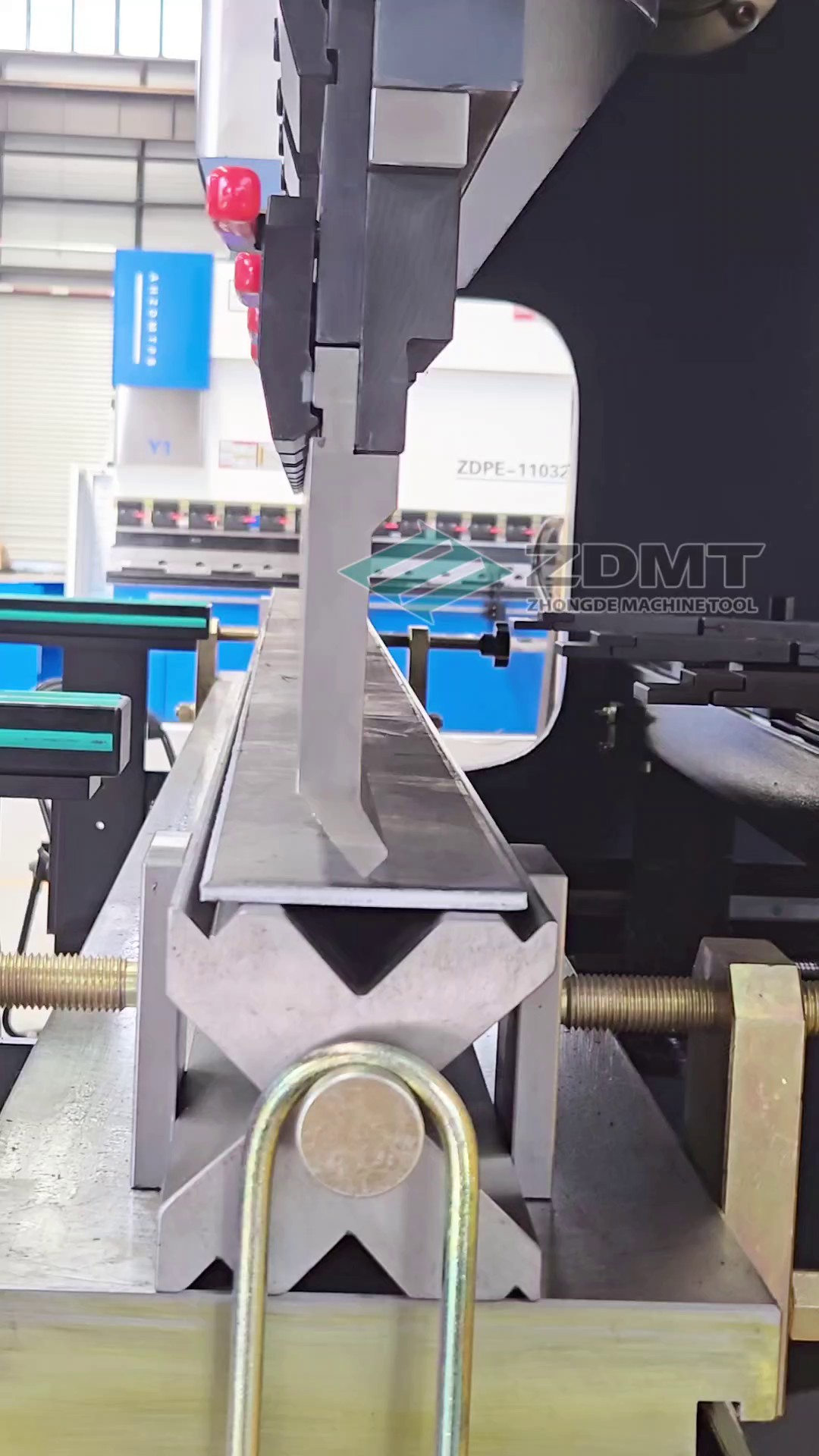
数控折弯机的主要操作是对板件进行直线弯曲处理。昆山非标折弯机定制模具
液压折弯机安全操作规范: 1.严格遵守机床安全操作规程,规范佩戴劳动防护装备; 2.设备启动前需彻底清洁并擦拭上下模具; 3.检查托料架、挡料架及滑块区域,清理所有异物; 4.根据板料厚度选择模口尺寸,模口宽度应≥板料厚度的8倍; 5.通过折弯力计算确定工件折弯力,且不得超过1000KN; 6.折弯窄板时需降低系统工作压力,防止模具损伤; 7.调整滑块行程时,确保调节量控制在100以内; 8.折弯前需均匀调整上下模具间隙; 9.操作时严禁将手置于模具间,狭长小料需使用辅助工具;每次只允许折弯单块板料; 10.板料应居中放置于模具,不能单边负载;特殊情况下单边负载不得超过250KN,且需双边同步操作; 11.检查油箱油位,启动油泵检测液压管路及泵体运行状态; 12.作业完成后关闭油泵,退出控制系统并切断电源。昆山非标折弯机定制模具
安徽中德机床股份有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在安徽省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!