- 品牌
- 瑛达机械
- 型号
- 型号齐全,可定制
- 产地
- 杭州萧山
- 是否定制
- 是
低温蜡模具定制中,我们注重蜡模的细节还原度与尺寸精度,采用高精度的加工设备与工艺方法,为客户打造能精确还原铸件细微结构的低温蜡模具,满足精密铸造与工艺品制作的高要求。在模具压型制作过程中,采用高精度数控加工与电火花加工技术,对模具的型腔进行精密加工,确保模具型腔的表面光洁度与尺寸精度,能精确还原铸件的细微纹路、异形结构等细节。同时优化低温蜡的浇注工艺设计,在模具中增加细微的排气孔,确保低温蜡能充分填充模具的细微型腔,避免出现缺料、棱角不清等问题。针对工艺品制作的个性化需求,我们能根据客户提供的设计图纸或实物样品,进行精确的模具复刻,确保定制的低温蜡模具能制作出与设计要求高度一致的蜡模,满足客户的个性化制作需求。提供从产品分析到模具设计、开模、试模的全流程定制。江苏泵壳模具铸造

垂直生产线模具定制中,我们注重模具的整体强度与抗冲击能力,选用强度的钢材与先进的加工工艺,为客户定制能承受重型铸件浇注冲击的模具产品,确保模具能在重型铸造生产中稳定运行。在模具材质选择上,选用强度的合金结构钢与模具钢,经过三向锻造与真空热处理工艺,提升钢材的内部组织致密性与力学性能,确保模具能承受垂直浇注过程中重型金属液的高压与冲击。在模具结构设计中,采用整体式与加强筋相结合的设计理念,增加模具的整体强度与稳定性,避免模具在浇注过程中出现变形、开裂等问题。同时优化模具的浇注系统与支撑结构,确保金属液能平稳充型,模具的支撑结构能有效承受铸件的重量与浇注冲击。在模具制作完成后,进行严格的强度测试与载荷测试,确保模具的强度与抗冲击能力符合重型铸造生产的要求。海南汽车配件模具铸造模具定制支持多腔设计,大幅提升单位时间生产产量。
水平生产线模具定制注重模具的标准化与通用化设计,能根据客户的生产线升级与产品拓展需求,对模具进行灵活调整与改造,为客户的生产线升级提供便捷的模具支持。在定制过程中,我们会遵循行业通用的模具设计标准,结合客户水平生产线的设备参数,进行模具的标准化设计,确保模具的连接结构、定位基准等符合通用标准,当客户需要对生产线进行升级或拓展产品品类时,只需对模具的局部部件进行修改与更换,无需重新制作整个模具,有效降低客户的生产线升级成本。同时采用模块化的设计理念,将模具的浇注系统、型腔等部件进行单独设计与制作,提升模具的可更换性与可维修性,当模具的某个部件出现磨损或损坏时,能快速进行更换与修复,减少模具的停机维护时间,提升生产线的整体生产效率。
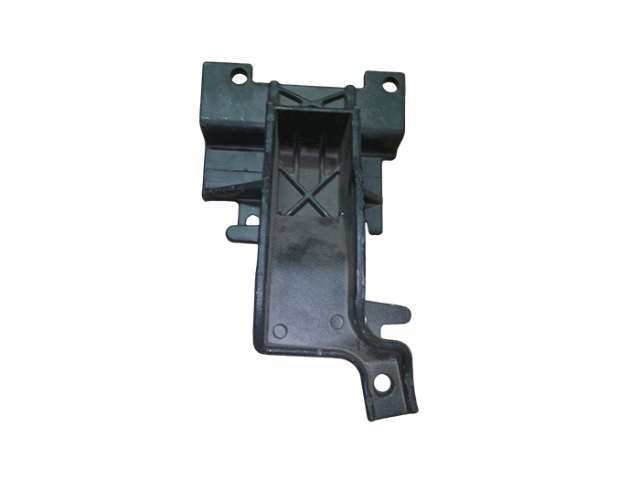
汽配件模具定制中,我们注重模具的通用化与系列化设计,能为客户的同系列、不同规格汽配件提供通用化的模具定制方案,有效降低客户的模具开发成本,提升模具的使用效率。在定制过程中,我们会对客户的同系列汽配件进行结构分析,找出不同规格配件的共性与差异,采用通用化的模具底座、浇注系统等部件,只对模具的型腔部分进行差异化设计与制作,实现同系列配件模具的通用化。同时建立汽配件模具的系列化设计库,将常见的汽配件模具结构、工艺参数等进行标准化存储,当客户需要定制同类型的汽配件模具时,能快速调用设计库中的资源,优化模具设计方案,缩短模具的定制周期。通过通用化与系列化设计,有效降低客户的模具开发成本,提升模具的制作效率与使用效率,为客户的批量生产提供更便捷的模具支持。先进工艺加持,让模具定制精度更高、寿命更长、故障率更低。

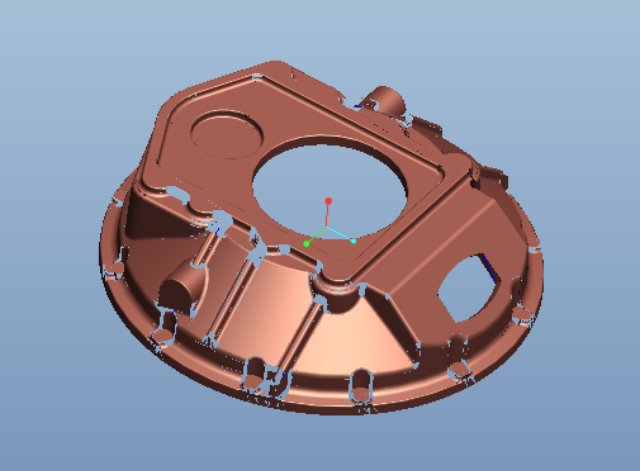
树脂砂泵壳模具定制中,我们特别注重泵壳铸件的内腔光滑度与流道顺畅性,在模具设计与制作过程中采用多项工艺措施,确保泵壳铸件的流体力学性能达到设计要求。在模具型腔设计阶段,采用高精度的三维建模技术,对泵壳的流道曲线进行精确设计,确保流道曲线的光滑过渡,减少流体在流道内的阻力。在模具制作过程中,采用高精度的数控加工设备对模具型腔进行加工,同时对型腔表面进行精细的抛光处理,提升型腔的表面光洁度,确保制作的泵壳铸件内腔光滑,流道顺畅。优化模具的浇注系统与排气结构,避免金属液在浇注过程中产生涡流与卷气,确保金属液能平稳填充型腔,减少铸件内部的气孔与夹渣,提升泵壳的密封性能。试模后对泵壳铸件进行水压测试与流体性能测试,根据测试结果对模具型腔进行细微调整,确保泵壳铸件的性能满足使用要求。专业模具定制厂家,拥有完整设计、加工、装配能力。贵州升降机配件模具型号齐全
专业模具定制,根据客户图纸与需求打造高精度工业模具。江苏泵壳模具铸造
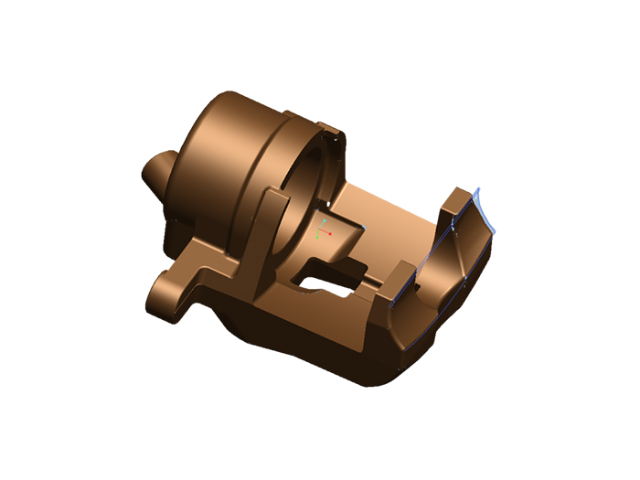
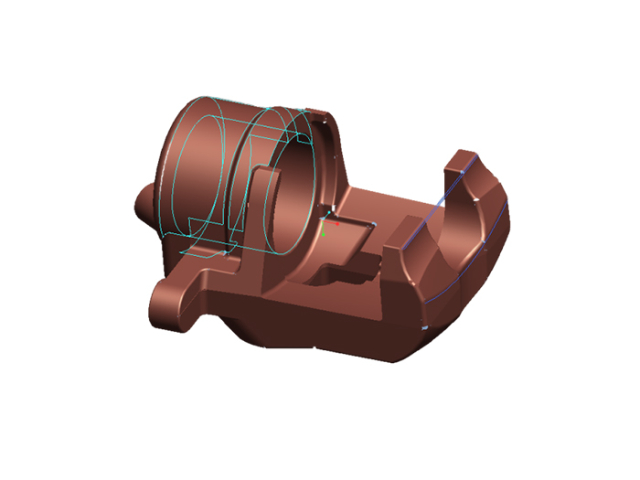
重力铸造模具定制是我司的优势定制业务之一,可根据客户的铸件材质(如铝铸件、球铁铸件)、结构特点与生产需求,量身打造适配的重力铸造模具,广泛应用于汽车转向节、汽车万向钳体、铝铸件等产品的铸造生产。定制过程中严格遵循重力铸造模具的质量标准,将模具工作形体与加工定位基准的位置极限偏差控制在极小范围,科学设计模具的拔模斜度与铸件圆角,在保证顺利脱模的前提下尽可能减小拔模斜度,提升铸件的成型精度。针对重力铸造依靠金属液自重充型的特点,优化模具的浇注系统、排气结构与补缩通道,确保金属液能平稳、均匀地填充型腔,实现顺序凝固,有效避免铸件出现气孔、缩孔、冷隔等缺陷。同时选用 H13 等良好热作模具钢制作模具重心部件,经过真空热处理与表面渗氮工艺,提升模具的耐温性、抗热疲劳性与耐磨性,让定制的重力铸造模具能适应长期、稳定的生产工况。江苏泵壳模具铸造
- 辽宁汽车配件模具加工工厂 2026-05-13
- 内蒙古翻砂模具定制加工 2026-05-13
- 广西涡轮配件模具型号齐全 2026-05-13
- 四川翻砂模具哪家好 2026-05-13
- 江苏三通阀模具联系方式 2026-05-13
- 广西泵阀配件模具铸造 2026-05-13
- 广西翻砂模具厂家 2026-05-13
- 广西管道配件模具铸造 2026-05-13
- 海南翻砂模具铸造 2026-05-13
- 辽宁涡轮配件模具推荐厂家 2026-05-13
- 福建涡轮叶片模具定制加工 2026-05-13
- 泵壳模具加工 2026-05-13