
针对高功率改装需求,我们在铝合金缸头的设计上进行了创新,开发了集成冷却水道优化设计。在高功率发动机运行过程中,会产生大量的热量,如果不能及时有效地散发出去,就会导致发动机温度过高,从而影响发动机的性能和可靠性。我们的集成冷却水道优化设计,通过合理布局冷却水道,增加了冷却液与缸头的接触面积,提高了冷却...
缸头基本参数
- 品牌
- 天雅江涛
缸头企业商机
精密制造与质量检测:确保缸头的突出品质:(一)高精度制造工艺,缸头的制造精度直接影响到发动机的性能和耐用性。我们公司采用先进的加工设备和工艺,对缸头进行高精度加工。在加工过程中,严格控制缸头的平面度,使其误差控制在≤0.05mm的范围内。这种高精度的加工工艺,保证了缸头与气缸、活塞等部件的紧密配合,减少了运行中的摩擦和热量损失,提高了发动机的效率和稳定性。(二)德国蔡司三坐标检测设备与X光探伤,为了确保缸头的质量,我们公司引进了德国蔡司三坐标检测设备,对缸头的关键尺寸进行100%全检。这种高精度的检测设备能够精确测量缸头的尺寸偏差,确保其符合设计要求。同时,我们还采用X光探伤技术,对缸头内部进行无损检测。通过X光探伤,能够清晰地观察到缸头内部是否存在气孔、裂纹等缺陷,确保内部气孔率控制在≤0.1%的范围内。这种严格的检测手段,有效杜绝了不合格产品的流入市场,保证了缸头的品质和高可靠性。T6 热处理提升缸头平面度与机械性能。西湖区2V60缸头哪家好

精密材料与工艺融合:打造强度高轻量化基体:1.1铝合金合金化设计优化,采用Al-Si-Cu-Mg系强度高合金铸造(牌号6082-T6),通过微合金化调控(Si1.2-1.8%、Cu0.3-0.7%、Mg0.5-0.9%)实现以下特性:抗拉强度:≥310MPa(较传统ADC12提升50%);延伸率:≥8%(满足冲击载荷需求);热膨胀系数:18.6μm/m·K(与活塞组匹配性优化)。1.2低压铸造工艺创新。构建真空度≤5kPa、浇注温度680±5℃的闭环铸造系统,配合模具预热至450℃的梯度控温策略:充型流动性:HHS指数≥65(气孔缺陷率下降70%);收缩率控制:线收缩率0.4-0.6%(尺寸稳定性提升3倍);晶粒细化:平均晶粒尺寸≤150μm(疲劳寿命延长200%)。1.3T6热处理强化机制,通过固溶处理(480℃×3h)+时效处理(175℃×8h)双阶段工艺:强化相析出:Mg₂Sn析出量达1.2-1.8wt.%(硬度提升至110HB);残余应力消除:残余应力水平≤30MPa(平面度合格率从92%提升至99.8%);耐蚀性增强:表面自然氧化膜厚度≥25μm(盐雾试验时间≥2000h)。宁海CBS缸头工厂缸头制造工艺精湛,从研发到售后,全方面保障客户体验。

纳米级精度制造体系:实现微观结构可控:1壁厚均匀性控制技术,开发基于熔模精密铸造的等壁厚控制算法:模具补偿机制:采用石墨电极电火花加工(EDM)修正模具型腔,公差带控制在±0.15mm内;工艺参数优化:铸造压力15-30MPa、充填速度0.2-0.5m/s的动态匹配模型;实测数据:壁厚波动CV值≤1.5%(行业平均3-5%),满足高压缩比发动机需求。2.2超高平面度加工方案:构建"粗铣-半精磨-振动抛光"三级加工链:粗加工:五轴联动数控机床(工作台重复定位精度±2μm)去除余量;半精加工:CBN砂轮珩磨(表面粗糙度Ra≤0.8μm);精加工:磁流变抛光(平面度≤0.03mm,达到航空级标准)。2.3气道与冷却通道三维成型技术,应用ICRM(集成式冷却通道制造)工艺:激光选区熔化(SLM):3D打印冷却通道网(孔径80-150μm,间距1.2-2mm);复合加工:电弧增材制造(WAAM)构建主体结构,实现复杂流道一体成型;传热性能:热传导系数≥160W/(m·K)(较铸铁提升40%)。
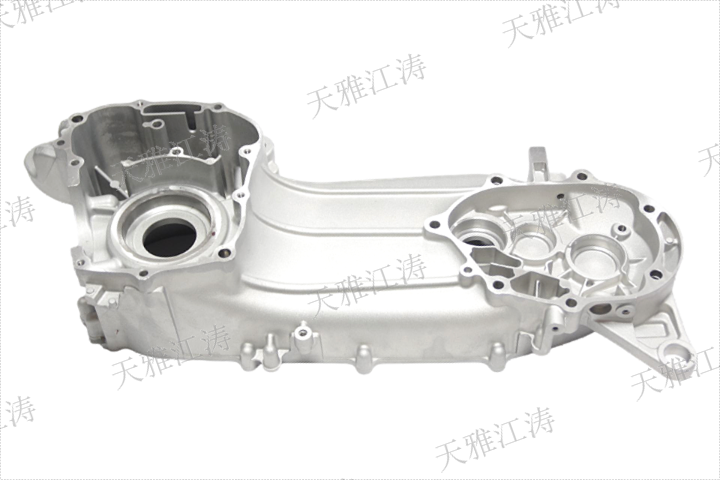
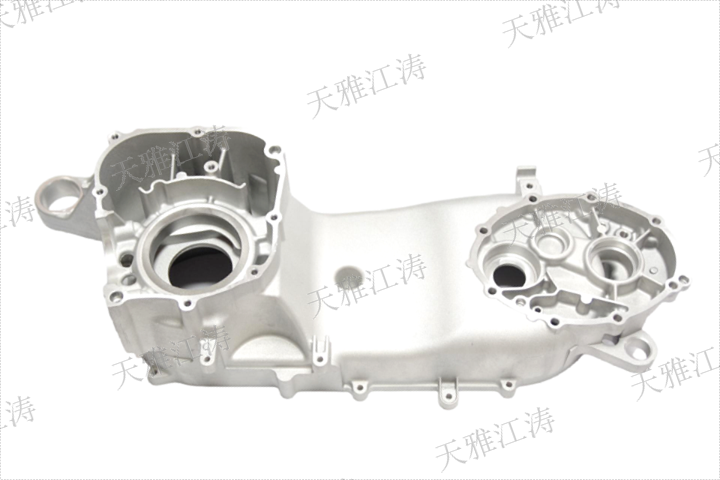
结构设计:气道布局,气道布局是影响发动机性能的关键因素之一。合理的气道布局能够提高油气混合效率,进而提升发动机的动力输出。我们公司的缸头在设计过程中,充分考虑了气流的流动性和均匀性,采用了优化的气道形状和尺寸,确保空气和燃油能够充分混合,提高燃烧效率。冷却水道设计,针对高功率改装需求,我们开发了集成冷却水道优化设计。通过合理布置冷却水道,我们能够有效地降低缸头的温度,减少热变形量。实验数据显示,采用我们的集成冷却水道优化设计后,缸头的热变形量降低了40%,明显提升了缸头的稳定性和可靠性。密封设计,缸头的密封性能直接影响发动机的压缩比和燃烧效率。为了确保缸头的良好密封性能,我们在设计过程中采用了高精度的加工设备和先进的密封技术。天雅江涛缸头内部质量优,气孔率极低。

我们公司的铝合金缸头优势:我们的铝合金缸头采用低压铸造工艺与T6热处理强化技术,确保了产品在轻量化同时具备优异的机械强度和耐用性。具体优势如下:精密制造:我们实现了壁厚均匀性误差≤0.3mm、平面度≤0.05mm等精密指标。这种高精度制造不仅提升了产品的一致性,还增强了其整体性能。全检保障:通过德国蔡司三坐标检测设备进行100%全检,确保关键尺寸符合标准。同时,我们还配备X光探伤设备,以确保内部气孔率≤0.1%。这些措施明显提高了产品质量和可靠性。优化设计:针对高功率改装需求,我们开发了集成冷却水道优化设计,使热变形量降低40%。这种设计使得我们的缸头能够适配250CC-1000CC多型号发动机,为不同客户提供灵活选择。气道合理设计,让缸头油气混合更充分高效。拱墅区通机缸头厂家
其缸头适配 250CC - 1000CC 发动机,应用范围广泛。西湖区2V60缸头哪家好
制造工艺:低压铸造工艺,低压铸造是一种先进的金属成型工艺,它能够确保缸体的壁厚均匀、组织致密,从而提高缸头的整体性能。在低压铸造过程中,我们严格控制铸造参数,如压力、温度和时间等,以确保缸头的内部质量和表面质量。通过德国蔡司三坐标检测设备100%全检关键尺寸,配合X光探伤确保内部气孔率≤0.1%,有效避免了铸造缺陷对缸头性能的影响。T6热处理强化技术,T6热处理是一种时效强化处理工艺,能够明显提高铝合金的强度和硬度。经过T6热处理后,我们的缸头在保持轻量化的同时,具备了更高的机械强度和耐磨性,能够更好地适应高功率发动机的工作要求。西湖区2V60缸头哪家好
与缸头相关的文章
与缸头相关的产品


与缸头相关的新闻
-
广东汽油发动机缸头生产厂家 2026-04-27 20:04:34低压铸造工艺:实现精密制造的关键。低压铸造是一种先进的金属成型技术,特别适用于复杂形状和高精度要求的部件制造。该工艺通过在密闭模具内施加较低的压力,使熔融金属缓慢而均匀地填充模具腔体,有效避免了气泡和夹杂物的形成。相比传统重力铸造或高压压铸,低压铸造能够明显提高铸件的致密度和表面质量,同时保证壁厚均...
-
湖州缸头定制 2026-04-27 23:05:25天雅江涛缸头通过流体动力学模拟和台架测试,不断优化进排气道的形状、长度和表面粗糙度。优化后的气道截面积变化平滑,气流阻力小,能够在各转速区间保持良好的充气效率。特别值得一提的是,天雅江涛缸头的气门座采用特殊合金材料,具有更高的耐磨性和耐热性,即使在长时间高负荷工作后,仍能保持精确的气门密封,减少功率...
-
金华350缸头定制 2026-04-26 21:04:45全球应用与客户认可:1.市场分布,我们的铝合金缸头已在全球30余个国家和地区得到普遍应用:在东南亚市场,凭借其轻量化和高性能优势,成为多家摩托车厂商的好选择产品。在南美市场,通过优异的耐久性和可靠性,赢得了客户的高度评价。2.质量与交付,我们的铝合金缸头在质量和服务方面表现突出:累计交付超过500万...
-
温岭无人机缸头哪家好 2026-04-25 09:04:31设计优化与创新:集成冷却水道设计,针对高功率改装需求,我们开发了集成冷却水道优化设计。通过优化冷却水道的布局和尺寸,我们明显降低了缸头的热变形量,使其在高负荷工况下的热变形量降低40%。这一设计不仅提升了缸头的散热性能,还延长了其使用寿命。多型号适配性,我们的缸头产品适配250CC-1000CC多型...
与缸头相关的问题
新闻资讯
产品推荐
-

韶关低压压铸
2026-05-03 -
摩托车缸头工厂
2026-05-03 -

浙江5G基站壳体机加工流程
2026-05-03 -

绍兴CNC机加工厂家
2026-05-03 -
宁波汽车控制器箱体定制
2026-05-02 -

湖州缸头压铸厂家
2026-05-02 -

杭州压轴件机加工厂家
2026-05-02 -

嘉兴箱体机加工报价
2026-05-02 -
丽水150加长碟刹左箱体哪家好
2026-05-02