严谨的质量控制:1.全方面的质量监测,在压铸过程中,质量控制是我们工作的重中之重。我们严格监控包括温度、压力、时间等各个环节的生产参数,确保这些关键指标在允许范围内波动。通过科学的流程管理,我们得以在生产的每一个环节,确保产品的高合格率。2.材料选择与性能测试,天雅江涛在铝合金材料选择上也不遗余力,...
压铸基本参数
- 品牌
- 天雅江涛
- 成型工艺
- 重力铸造,高压铸造,低压铸造,负压铸造,精密铸造/脱蜡铸造,硅溶胶铸造,砂型铸造,熔模铸造
- 砂型铸造种类
- 粘土湿砂型,粘土干砂型,化学硬化砂型
- 特种铸造种类
- 消失模铸造,壳型铸造,金属型铸造,半固态,离心铸造,实型铸造,泥型铸造,连续铸造,石膏型铸造,陶瓷型铸造
压铸企业商机
未来,天雅江涛将继续秉承“技术创新,品质至上”的理念,不断探索压铸工艺的新边界,为推动中国乃至全球制造业的高质量发展贡献力量。在铝合金压铸这条充满挑战与机遇的道路上,天雅江涛正以稳健的步伐,迈向更加辉煌的明天。在现代制造业中,压铸工艺凭借其独特的优势,成为生产精密金属零件的重要手段。天雅江涛作为一家在铝合金压铸领域深耕25余年的高精度技术服务商,通过不断创新与实践,充分展现了压铸产品的突出特性。质量追溯系统:天雅江涛建立了完善的质量追溯系统,记录每个产品的生产数据、检测结果和工艺参数。年产能超8000吨,满足大规模精密压铸件需求。仙居无人机压铸源头厂家

主要技术实力:构建压铸全产业链竞争优势:设备集群与工艺布局,天雅江涛配备43台全自动压铸机,形成完整的高压(300-2500T)、低压(50-200T)、重力铸造(20-150T)工艺矩阵,满足从简单件到复杂薄壁结构的多元化需求:高压压铸:用于汽车新能源壳体、5G基站散热器等大批量生产(单件重量5-50kg)低压压铸:适配摩托车缸头、航空结构件等高精度要求场景(气孔率≤0.08%)重力铸造:专攻航空航天精密部件(表面粗糙度Ra≤1.6μm)智能压铸单元集成铝液温度闭环控制系统(波动≤±1℃)、实时压力监测模块和模具应力补偿装置,实现:工艺稳定性:同类产品尺寸公差波动控制在±0.05mm以内;生产效率:循环周期缩短至12-25秒(行业平均15-35秒);能源利用率:熔炉能耗降低22%(余热回收系统+智能温控)。仙居无人机压铸源头厂家在环境保护方面,我们实施绿色制造理念,降低对环境的影响。

适应薄壁件生产:随着现代产品设计向轻量化、小型化发展,薄壁件的需求日益增加。天雅江涛创新应用真空辅助压铸技术,在压铸过程中,通过抽真空的方式,将模具型腔内的空气排出,减少金属液在填充过程中卷入气体的可能性。这一技术使得薄壁件(较薄可达0.8mm)的良品率大幅提升至98.5%。在电子散热器领域,如5G基站壳体,为了实现高效散热,通常需要采用薄壁结构以增加散热面积。天雅江涛的压铸技术能够满足这种薄壁件的生产需求,生产出的5G基站壳体不仅壁薄均匀,而且表面质量良好,无明显的气孔、砂眼等缺陷。薄壁的设计使得基站壳体在保证散热性能的同时,减轻了自身重量,降低了安装和运输成本,同时高良品率也保证了大规模生产的经济性。
天雅江涛的技术优势解析:全工艺覆盖与柔性生产系统,三模式压铸技术并行:高压压铸(HPDC):用于大型复杂件(如新能源车底盘支架),可在0.1秒内实现350MPa的瞬时压力,确保截面填充效率;低压压铸(LPDC):应用于薄壁铝合金箱体(如车载电源壳体),通过减压注浇减少表面氧化夹层;重力铸造:结合机器人布料技术制造高精度铸铁部件,适用于摩托车发动机缸体等需要精密尺寸的场合。智能排产系统:MES系统实时监控80台中频感应炉与6轴机械臂协作,实现高压压铸(5-12小时周期)与低压工艺(24小时以上)订单的并行生产,产能利用率较传统工厂提升37%。压铸过程中,我们严格监控每一个环节,以确保产品的一致性与可靠性。

应用场景深度解析:技术赋能产业升级。1摩托车领域:重塑动力性能边界,高功率发动机适配:为KTM390SuperAdventure开发的薄壁缸头(壁厚1.2mm),压缩比提升至11.5:1,功率增加7kW@10,000rpm。越野场景可靠性:三重密封结构设计(气门座圈PTFE涂层+陶瓷密封环+激光熔覆层),在砂石路面振动工况下泄漏率<0.01cc/min。2新能源汽车领域:推动电动化转型,续航能力提升:比亚迪汉EV电池包减重12kg(较钢制壳体),整车续航里程增加7%-10%。充电效率优化:集成式热管理系统设计,使电驱系统工作温度稳定在85℃以下,充电功率提升20%。天雅江涛的服务领域涵盖摩托车部件、汽车结构件及电子散热器等多个行业。淳安舷外机压铸源头厂家
天雅江涛获得了“省专精特新企业”和“国家高新技术企业”称号,充分体现实力。仙居无人机压铸源头厂家
铝合金压铸工艺流程:1.铝液准备,在进行压铸之前,需要对铝合金进行熔化处理。天雅江涛采用先进的熔炼炉,将原材料加热至适当温度,使其完全熔化为液态。在这一过程中,我们严格控制温度,以避免氧化和杂质混入,从而保证后续成型质量。2.压铸过程,注入阶段:将熔融状态下的铝液通过浇注系统快速注入模具型腔中。在此过程中,高压力能够确保金属液迅速填充模具,并克服流动阻力。保压阶段:在注入完成后,保持一定压力以确保金属液在型腔内充分凝固,防止产生收缩缺陷。冷却阶段:待金属液凝固后,通过冷却通道迅速降低模具温度,加快成型速度。在这一阶段,我们会监测温度变化,以确保产品质量稳定。仙居无人机压铸源头厂家
与压铸相关的文章
与压铸相关的产品




与压铸相关的新闻
-
浙江高精度压铸厂 2026-05-08 22:04:52生产效率和成本控制。问题描述:传统的铸造工艺生产效率低,成本高,难以满足大规模生产的需求。解决方案:我们通过全自动压铸机和智能压铸单元的集成应用,较大程度上提高了生产效率。全自动压铸机能够实现自动化生产,减少人工干预,从而降低生产成本。同时,我们通过优化生产流程和严格的质量控制,确保产品的高良品率,...
-
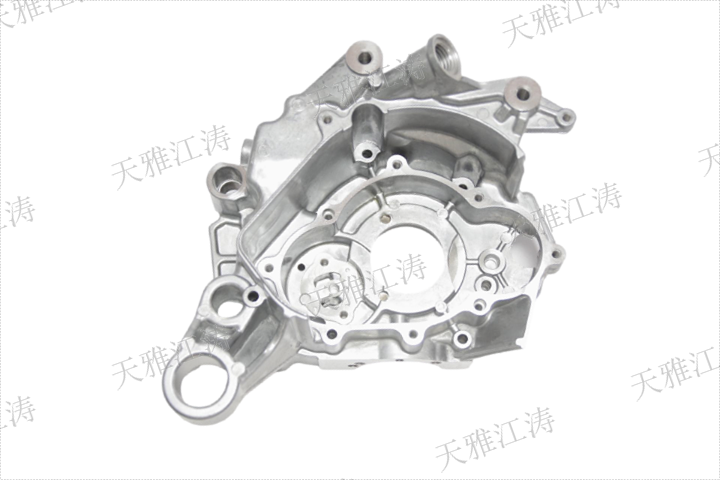
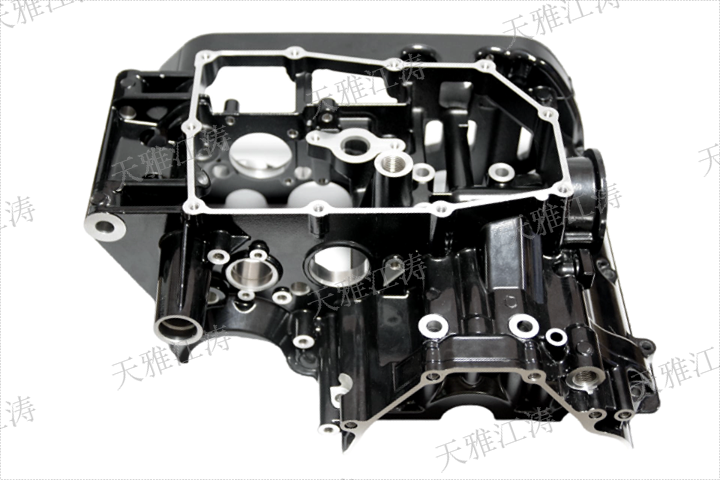
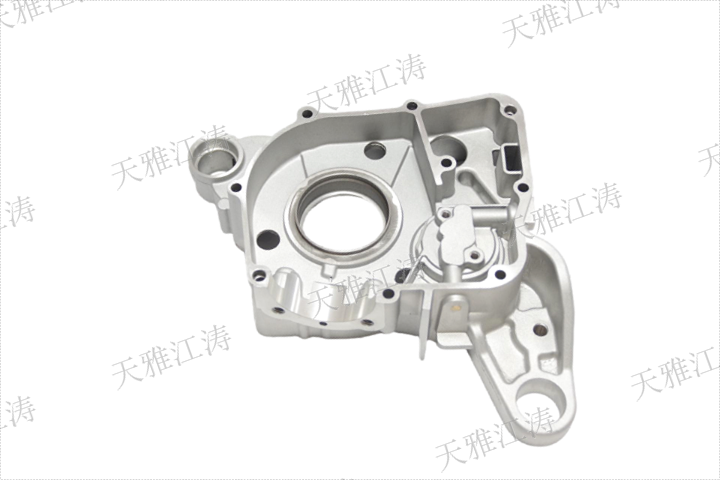
重庆真空辅助压铸加工 2026-05-08 23:05:09应用领域:1.摩托车部件,我们的压铸工艺普遍应用于摩托车部件的生产,如缸头、箱体等。通过高精度压铸技术,我们能够生产出强度高、高致密度的摩托车部件,满足摩托车制造商对高性能零件的需求。2.汽车结构件,在汽车行业,我们的压铸工艺主要应用于汽车结构件的生产,如新能源壳体等。我们能够生产出高复杂度、高精度...
-
台州高精度压铸流程 2026-05-08 02:05:00天雅江涛压铸产品的应用领域:1.摩托车部件,天雅江涛为摩托车行业提供缸头、箱体等关键部件,通过高精度压铸和优化设计,明显提升了摩托车的动力性能和可靠性。2.汽车结构件,在汽车领域,天雅江涛生产的新能源壳体、发动机支架等结构件,具有轻量化、强度高和优异的散热性能,满足了新能源汽车对高性能零部件的需求。...
-
金华铝合金压铸技术 2026-05-07 20:04:32随着《节能与新能源汽车技术路线图》推进以及工业母机自主可控需求激增,其以压铸技术为主要的金属成型平台将持续释放“中国智造”的全球价值。在现代制造业中,铝合金压铸技术因其优越的成型性能和高效的生产效率而受到普遍应用。天雅江涛作为一家高精度铝合金压铸技术服务商,凭借25年以上的行业经验和先进的设备,致力...
与压铸相关的问题
新闻资讯
产品推荐
-

衢州缸头机加工工厂
2026-05-20 -

拱墅区通机缸头供应商
2026-05-20 -

金华CNC机加工原理
2026-05-20 -

衢州250缸头
2026-05-20 -

临安区CBS缸头定制
2026-05-20 -
永康舷外机箱体源头厂家
2026-05-20 -
象山GY50箱体定制
2026-05-20 -

奉化区舷外机缸头供应商
2026-05-20 -
绍兴150加长碟刹左箱体定制
2026-05-19