数控折弯机是为冷轧钣金加工厂设计的板材成形机械设备,普遍应用于汽车、飞机制造、轻工业、造船业、集装箱、电梯、铁道车辆等行业的板材折弯加工。 1.装潢装修行业:高速数控剪板机常与数控折弯机配合使用,用于制作不锈钢板材的门窗及特殊区域的装饰设计等。 2.电器电力行业:液压剪板机可将板材裁切成不同规格尺寸,再通过数控折弯机进行二次加工,如电脑主机、电器柜、冰箱空调外壳等产品均由此完成。 3.餐厅厨房餐饮业:各类不锈钢制品经剪裁后,需进行焊接、折弯等二次加工。 4.发电风能通讯行业:该设备可用于风能发电杆、路灯灯杆、通信塔杆、交通信号灯杆、交通指示灯杆、监控立杆等产品的折弯加工。 5.汽车船舶制造行业:通常采用大型数控液压剪板机进行板材裁切,后续通过焊接、折弯等工艺完成加工。 6.航空航天制造行业:对精度要求较高,可采用高精度数控折弯机,以实现高效、准确的加工。折弯机的框架通过整体焊接工艺成型,再利用回火处理达到消除内应力的目的。河北中德折弯机油泵
定期对折弯机进行精度校准与检测,是保证设备长期稳定运行的关键。精度校准的主要项目包括滑块平行度、后挡料定位精度、折弯角度精度、工作台平面度等。校准方法如下:滑块平行度校准,采用水平仪或激光干涉仪,测量滑块在不同位置与工作台的平行度,若存在偏差,通过调整滑块的调整螺栓或同步阀进行修正;后挡料定位精度校准,采用激光测距仪或标准量块,测量后挡料在不同定位点的实际位置与预设位置的偏差,通过数控系统的补偿功能进行调整;折弯角度精度校准,采用角度尺或激光角度仪,对试折弯工件的角度进行测量,根据测量结果调整折弯参数或进行角度补偿;工作台平面度校准,采用水平仪或平尺,测量工作台表面的平面度误差,若误差过大,需对工作台进行研磨或更换。精度检测的周期通常为每半年或每工作 1000 小时一次,对于高精度加工设备或使用频繁的设备,需缩短检测周期。检测过程中,需详细记录检测数据,建立精度检测台账,跟踪设备精度变化趋势,及时发现问题并采取措施,确保设备精度满足加工要求。湖北全自动折弯机后挡料折弯机用于通过不同的模具弯曲板材。

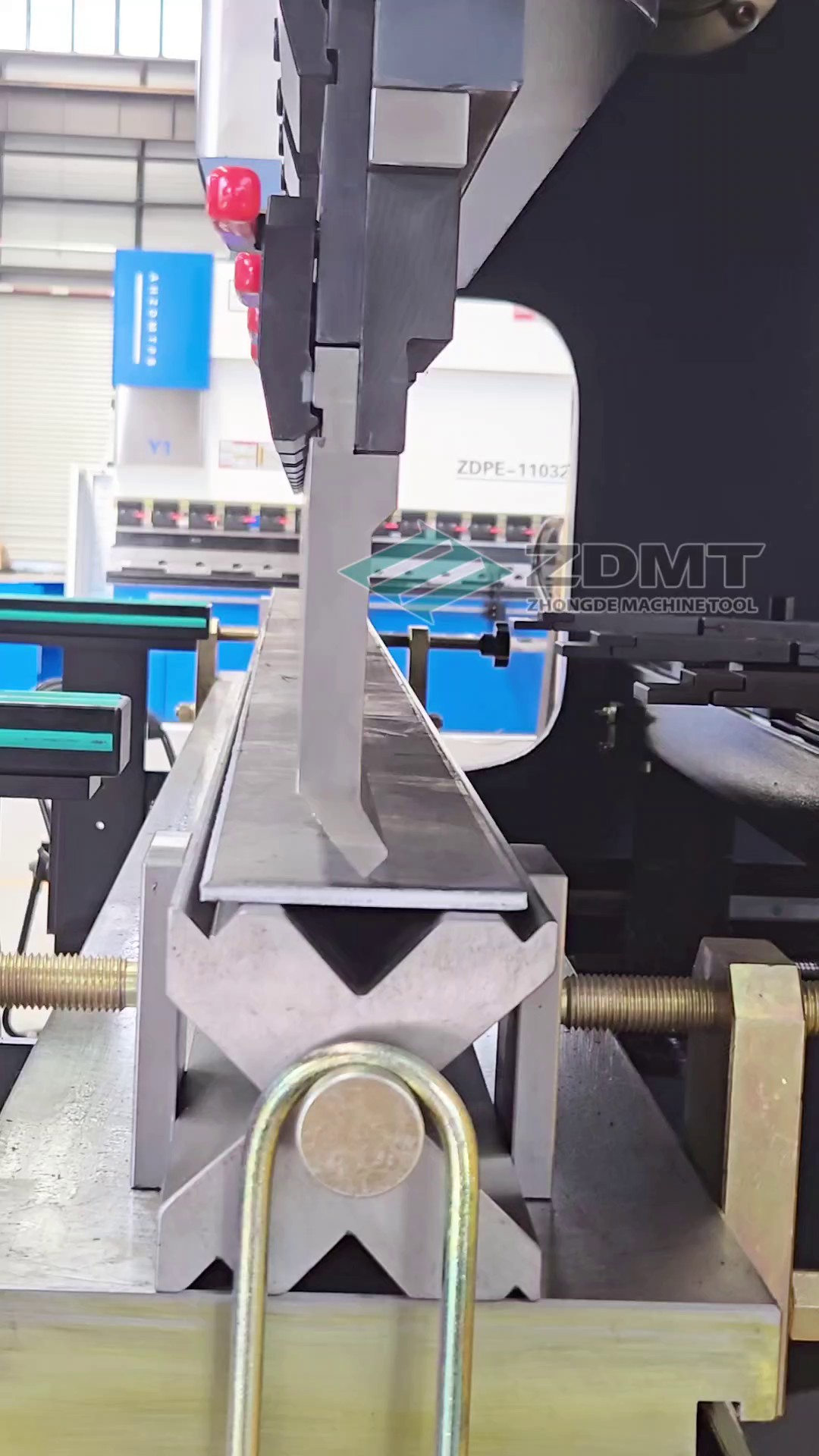
折弯机主要由以下七个关键部件构成: 工作台:作为放置和固定金属板材的基础平台,为后续加工提供稳定支撑。 滑块:位于工作台下方,其上下滑动功能可带动上模执行折弯操作。 上模:安装在滑块上,能上下移动,与下模协同完成折弯动作。 下模:固定安装在工作台上,与上模密切配合,共同实现折弯功能。 夹具:用于稳固固定金属板材,可根据实际需求灵活更换不同种类的夹具。 液压系统:是折弯机的动力源,能够驱动滑块进行上下移动。 控制系统:负责调控折弯机的各个部件,从而实现自动化操作。
折弯机模具的六大主要特性及使用规范如下: 1.材料与承压特性 模具采用特种钢材经精密热处理工艺制成,具备高硬度、抗磨损及强承压能力。但每套模具均存在额定极限压力(吨/米),使用时需根据模具长度折算单位压力,严禁超压操作。 2.原点校正规范 为确保模具安全,必须使用长度≥300mm的完整上下模具进行原点校正。校正后只允许使用同高度模具组合作业,严格禁止使用分体式小模块执行原点操作,且校正压力需严格遵循AMADA设备标准参数。 3.高度匹配原则 模具使用需遵循高度一致性原则,同一加工过程只允许使用相同高度的模具组,禁止混用不同高度模具。 4.特殊角度加工规范 加工锐角或死角时,优先选用30°模具采用分步工艺:先完成锐角折弯再进行死角压制。加工R角时需配套使用R上模与R下模。 5.长工件加工方案 加工长工件时禁止使用分型模消除压痕,应选用单凹槽模具。其V形槽外角R设计可有效减少工件表面压痕。 6.模具选型流程 选型前需掌握模具参数,根据产品成形特征确定具体模具类型。折弯机弯曲半径过小可能导致板材开裂。

液压折弯机保养细则: 1.过滤器维护 每次更换液压油时同步更换或彻底清洗油路过滤器; 油箱空气过滤器每3个月检查清洁,建议每年更换; 出现机床报警、油质异常或过滤器故障时立即更换。 2.液压部件维护 每月清洁液压基板、阀组、电机、油泵、油管等部件(禁用清洁剂); 新机使用满1个月后检查油管弯曲部位是否变形; 使用满2个月后紧固所有液压连接件(需停机泄压操作)。 3.液压油路维护 每周检查油位,维修后必检; 保持系统油温35℃-60℃(极限70℃); 使用原厂指定液压油型号; 新机2000小时后换油,后续每4000-6000小时换油; 每次换油需彻底清洗油箱。数控液压板料折弯机是通过数控系统精确控制液压驱动,实现金属板材折弯成型的设备。河北中德折弯机油泵
折弯机液压系统漏油需立即停机检修。河北中德折弯机油泵
折弯机折弯后工件问题及解决方法: 1.原材料表面粗糙度不足:确保原材料表面达到一定的光滑度要求。 2.凸模的弯曲半径过小:适当增加凸模的弯曲半径,以减少摩擦和擦伤的可能性。 3.弯曲时的间隙过小:调整弯曲工艺参数,确保弯曲间隙适中,避免过小导致擦伤。 4.角度不准:详细检查滑块、模具以及连接部件的状态。 5.表面擦伤:提升凸凹模的光洁度,适当增大弯曲半径。 6.弯曲角出现裂缝:增大弯曲内半径,并调整材料纹向。 7.弯曲导致孔变形:采用形弯曲方法和增加顶料板压力。 8.弯曲表面挤压料变薄:增大凹模的圆角半径。河北中德折弯机油泵
安徽中德机床股份有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在安徽省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!