自动化行业中的气缸的常见故障与排查方法气缸运行中常见的故障包括漏气、动作迟缓、活塞杆弯曲等。漏气故障多源于密封件损坏或接头松动,可通过涂抹肥皂水观察气泡位置定位漏点;动作迟缓可能是由于气源压力不足或节流阀调节不当,需检查减压阀输出压力和流量阀开度;活塞杆弯曲通常由偏心负载或安装偏差导致,严重时需更换活塞杆并重新校准安装基准。定期对气缸进行空载运行测试,可及时发现异常声响或卡顿现象,提前排除故障隐患。可以实现无极调速,使设备运行更加灵活。气立可气缸选型
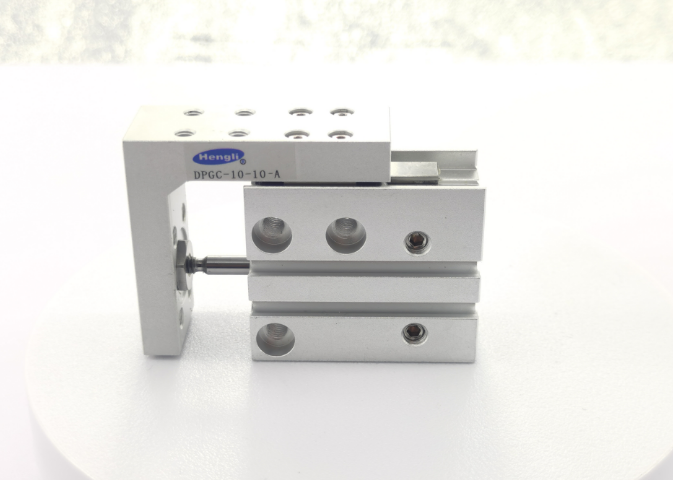
按行程特性分类普通行程气缸:行程固定,不可调节(如标准双作用气缸)。可调行程气缸:活塞杆端或缸筒端带调节螺母,可在一定范围内(如0~100mm)调节行程,适应不同工件尺寸(如包装机的可变包装长度)。总结:气缸类型的选择需结合运动形式(直线/旋转)、负载大小、行程需求、安装空间及环境要求(如洁净、高温)。例如:精密导向选滑台气缸,长行程小空间选伸缩缸,旋转动作选齿轮齿条摆动缸。按行程特性分类普通行程气缸:行程固定,不可调节(如标准双作用气缸)。可调行程气缸:活塞杆端或缸筒端带调节螺母,可在一定范围内(如0~100mm)调节行程,适应不同工件尺寸(如包装机的可变包装长度)。总结:气缸类型的选择需结合运动形式(直线/旋转)、负载大小、行程需求、安装空间及环境要求(如洁净、高温)。例如:精密导向选滑台气缸,长行程小空间选伸缩缸,旋转动作选齿轮齿条摆动缸。摆动气缸规格它在小型设备和精密仪器中展现出优异的性能。

摆动气缸(输出旋转运动)将气压能转化为小于360°的旋转运动,分齿轮齿条式和叶片式:齿轮齿条式摆动气缸:活塞带动齿条,齿条驱动齿轮旋转(输出轴转动),角度可定制(如90°、180°、270°),输出扭矩大,精度高(角度误差≤±0.5°)。应用:自动化设备的翻转(如工件翻转90°)、阀门启闭(球阀、蝶阀)。叶片式摆动气缸:缸内叶片在气压推动下旋转,结构紧凑但扭矩较小,适合轻载旋转(如小型物料翻转)。摆动气缸(输出旋转运动)将气压能转化为小于360°的旋转运动,分齿轮齿条式和叶片式:齿轮齿条式摆动气缸:活塞带动齿条,齿条驱动齿轮旋转(输出轴转动),角度可定制(如90°、180°、270°),输出扭矩大,精度高(角度误差≤±0.5°)。应用:自动化设备的翻转(如工件翻转90°)、阀门启闭(球阀、蝶阀)。叶片式摆动气缸:缸内叶片在气压推动下旋转,结构紧凑但扭矩较小,适合轻载旋转(如小型物料翻转)。
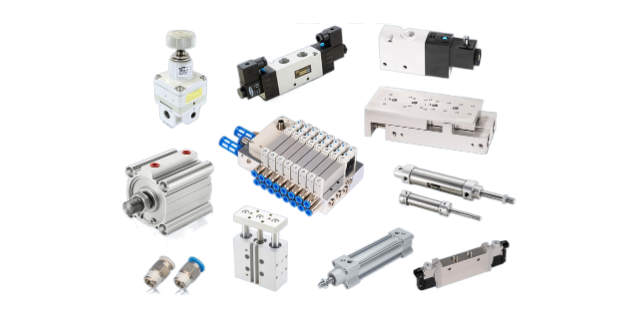
气缸:气动系统的动力中心气缸作为气动执行元件的中心,通过压缩空气的能量转化实现机械直线或摆动运动,广泛应用于自动化生产线、机械加工等领域。其基本结构由缸筒、活塞、活塞杆、端盖等部件组成,工作时利用活塞两侧气压差推动活塞杆伸缩,输出推力或拉力。相较于液压执行元件,气缸具有响应速度快、清洁环保、维护简便等优势,尤其适合对环境洁净度要求高的食品包装、医药生产等场景。但受限于气体可压缩性,其运动平稳性稍逊,通常需搭配缓冲装置减少冲击。气缸应避免在极端温度下安装。

气缸与 PLC 的控制逻辑设计气缸的自动化控制通常通过 PLC 编程实现,基本控制逻辑包括单缸往复、多缸联动等。单缸往复控制通过电磁阀的通断切换实现气缸的伸出与缩回,配合限位开关实现自动循环;多缸联动则需要设计时序逻辑,确保各气缸动作协调,如装配线上的 “抓取 - 移动 - 放置” 流程。在复杂工况下,可采用步进控制方式,将整个运动过程分解为若干步序,每步序完成后反馈信号至 PLC,再执行下一步动作。控制程序设计时需包含故障诊断模块,当气缸动作超时或传感器异常时,能及时触发报警并停止运行。动作平稳,无明显的冲击和振动,保证设备运行的平稳性。FESTO气缸案例
动作灵敏,能够及时响应微小的控制信号变化。气立可气缸选型
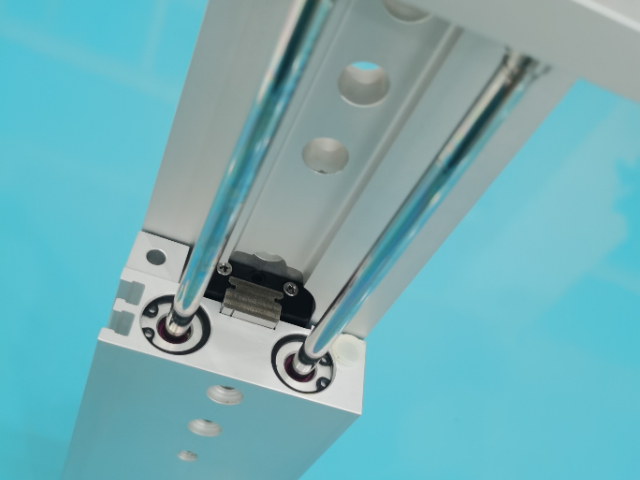
气缸的动态特性与冲击抑制气缸的动态特性包括启动时间、加速性能和冲击响应,这些参数直接影响设备的运行效率和稳定性。当气缸突然启动时,由于气体的可压缩性,会产生一定的压力波动,导致活塞杆的瞬时冲击。通过采用预压控制或阶梯式压力调节,可有效降低启动冲击;在高速运动的气缸前端安装气液阻尼缸,能将运动末端的冲击能量转化为液压能,实现平稳减速。在精密检测设备中,通过仿真软件优化气缸的动态参数,可将冲击振动控制在 0.1g 以下,确保检测精度不受影响。气立可气缸选型