- 品牌
- 无
- 型号
- 齐全
- 成型工艺
- 注射模,吹塑模
- 工序组合类型
- 级进模/连续模
- 浇注系统
- 绝热流道模,热流道模,无流道模
- 型腔数目
- 多型腔,单型腔
- 加工定制
- 是
- 加工设备数量
- 35
- 模具寿命
- 150万
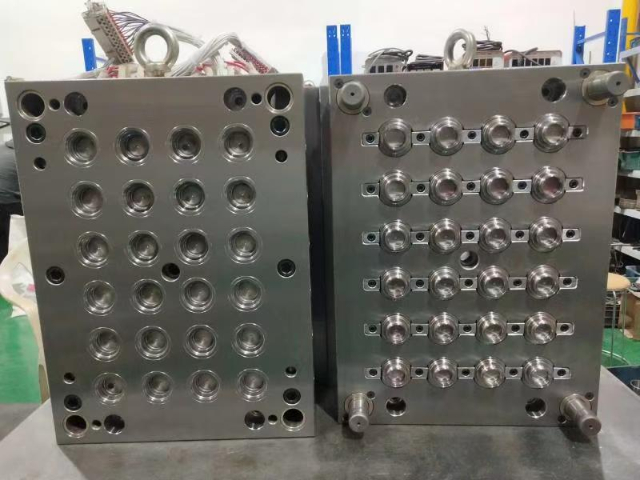
瓶盖注塑模具是用于生产塑料瓶盖的模具,广泛应用于食品、饮料、化妆品等行业。其主要功能是将熔融塑料注入模具腔体,经过冷却固化后形成所需形状的瓶盖。注塑模具的设计和制造直接影响到瓶盖的质量、生产效率和成本。因此,了解瓶盖注塑模具的基本构造和工作原理,对于提高生产效率和产品质量至关重要。一般来说,瓶盖注塑模具由模具基座、模具腔、浇口系统、冷却系统和排气系统等部分组成。模具的设计需要考虑到塑料的流动性、冷却速度以及成型后的脱模等因素,以确保生产出符合标准的瓶盖。注塑模具的生产需要多道工序,工艺复杂。四川矿泉水管坯注塑模具哪家性价比高
在注塑模具的设计过程中,有几个基本原则需要遵循。首先是可制造性原则,设计的模具必须能够在实际生产中方便地制造和组装。其次是可维护性原则,模具在使用过程中难免会出现磨损和损坏,因此设计时应考虑到易于维护和更换的部件。此外,模具的冷却系统设计也至关重要,合理的冷却通道可以有效缩短成型周期,提高生产效率。蕞后,模具的强度和刚性也必须满足要求,以承受注塑过程中的高压和高温。注塑模具的材料选择对模具的性能和寿命有着重要影响。常用的模具材料包括钢、铝和合金等。钢材因其优良的强度和耐磨性,通常用于高精度和强度高度的模具;而铝材则因其轻便和加工性好,适合用于小批量生产和快速成型。近年来,随着材料科学的发展,复合材料和高性能合金也逐渐被应用于模具制造中。这些新材料不仅提高了模具的耐用性,还能在一定程度上降低生产成本。青海饮料瓶盖注塑模具模具的冷却系统设计应根据产品的特性进行调整。
近年来,瓶盖注塑模具市场呈现出快速发展的趋势。随着全球对环保和可持续发展的关注,许多企业开始转向使用生物基塑料和可降解材料,这为瓶盖注塑模具的设计和制造带来了新的机遇。同时,智能制造和自动化技术的应用,使得模具生产过程更加高效和精细。此外,随着消费者对个性化和定制化产品的需求增加,瓶盖的设计也趋向多样化,促使模具制造商不断创新,以适应市场变化。展望未来,瓶盖注塑模具行业将面临更多的挑战与机遇。随着科技的进步,3D打印、人工智能等新技术将逐渐应用于模具设计和制造中,提高生产效率和灵活性。同时,环保法规的日益严格将推动企业加大对可持续材料和工艺的研发投入。此外,全球化市场的竞争将促使企业不断提升产品质量和服务水平,以满足客户的多样化需求。总之,瓶盖注塑模具行业将在技术创新和市场需求的双重驱动下,迎来更加广阔的发展前景。
展望未来,瓶盖注塑模具行业将面临更多机遇与挑战。随着科技的进步,3D打印、人工智能和物联网等新技术将逐渐应用于模具设计和制造中,提高生产效率和产品质量。同时,消费者对个性化和定制化产品的需求日益增加,促使企业在瓶盖设计上进行更多创新。环保和可持续发展将成为行业的重要趋势,企业需要积极探索可降解材料和循环经济模式,以应对日益严峻的环保挑战。总之,瓶盖注塑模具行业将在技术创新和市场需求的推动下,迎来更加广阔的发展前景。模具的寿命与其使用频率和维护保养密切相关。
冷却系统的优化设计直接影响瓶盖的成型周期与尺寸稳定性,其中心任务是将模具在注塑过程中吸收的热量快速、均匀地散发,确保瓶盖快速冷却定型。瓶盖模具的冷却系统主要分布在型腔与型芯周围,采用环形冷却水路设计,水路紧贴型腔表面,间距控制在15-25mm,水路直径为6-8mm,确保冷却面积均匀覆盖成型区域。型芯内部通常采用插入式冷却棒,实现型芯的快速降温,避免瓶盖内壁出现收缩不均、变形等缺陷。冷却介质一般选用工业冷却水,进水温度控制在15-25℃,出水温度不超过35℃,通过温控机组实现水温的精细调控。此外,对于带有螺纹结构的瓶盖模具,冷却系统还需配合螺纹脱模机构进行设计,确保螺纹部位均匀冷却,避免脱模时出现螺纹拉伤。合理的冷却系统可将瓶盖的成型周期缩短至10-20秒,明显提升生产效率。模具设计需考虑材料流动性和冷却系统。重庆矿泉水管坯注塑模具批发厂家
模具的组装精度影响注塑过程中的稳定性。四川矿泉水管坯注塑模具哪家性价比高
顶出机构的设计需兼顾瓶盖的顺利脱模与产品外观完整性,避免出现顶出痕迹、变形等问题。由于瓶盖壁较薄且刚性较差,顶出机构通常采用多点均匀顶出的方式,常见的顶出结构有顶针顶出、顶板顶出与气辅顶出。顶针顶出适用于结构简单的瓶盖,顶针数量根据瓶盖尺寸确定,通常均匀分布在瓶盖边缘,顶针直径为2-4mm,需与模具配合间隙控制在0.01-0.02mm,避免出现溢料现象;顶板顶出则通过环形顶板实现全周均匀顶出,适用于薄壁或异形瓶盖,能有效减少顶出应力,避免瓶盖变形;气辅顶出则是通过高压气体将瓶盖从型芯上吹落,适用于高精度、外观要求严格的瓶盖,可完全避免顶出痕迹,但需配备的气辅系统。此外,顶出机构还需与模具的开合模动作精细配合,通过导柱导向确保顶出平稳,顶出行程需根据瓶盖高度合理设定,一般比瓶盖高度多2-3mm。四川矿泉水管坯注塑模具哪家性价比高
注塑模具是用于制造塑料制品的重要工具,其工作原理是将塑料原料加热至熔融状态,然后通过注射机将熔融塑料注入模具腔体中,待其冷却固化后,形成所需的塑料产品。注塑模具的设计和制造直接影响到产品的质量、生产效率和成本。通常,注塑模具由模具钢、铝合金等材料制成,具有良好的耐磨性和耐高温性。模具的结构复杂,通常包括型腔、型芯、冷却系统、排气系统等多个部分。注塑模具的类型多样,包括单腔模、多腔模、热流道模等,适用于不同的生产需求和产品规格。设计优良的注塑模具可以提高生产效率,降低成本。宁夏日用品注塑模具哪家好瓶盖注塑模具的应用领域非常广,涵盖了食品、饮料、化妆品、药品等多个行业。在食品和饮料行业,瓶盖不仅需...
- 湖北55口管坯注塑模具厂家 2026-02-25
- 山西55口管坯注塑模具定制厂家 2026-02-25
- 内蒙古38口管坯注塑模具厂家 2026-02-25
- 广东饮料瓶盖注塑模具生产厂家 2026-02-25
- 天津38口瓶盖注塑模具 2026-02-25
- 38口瓶盖注塑模具生产厂家 2026-02-25
- 宁夏55口管坯注塑模具 2026-02-25
- 吉林38口瓶盖注塑模具定制厂家 2026-02-25
- 河北广口管坯注塑模具厂家 2026-02-25
- 山西55口管坯注塑模具哪家性价比高 2026-02-24


- 山西酱油瓶盖注塑模具厂家 2026-02-24
- 四川55口管坯注塑模具生产厂家 2026-02-24
- 天津管坯注塑模具生产厂家 2026-02-24
- 山东日用品注塑模具生产厂家 2026-02-24
- 湖南广口瓶盖注塑模具定制厂家 2026-02-24
- 辽宁广口瓶盖注塑模具哪家好 2026-02-24





- 广东饮料瓶盖注塑模具生产厂家 02-25
- 天津38口瓶盖注塑模具 02-25
- 38口瓶盖注塑模具生产厂家 02-25
- 宁夏55口管坯注塑模具 02-25
- 吉林38口瓶盖注塑模具定制厂家 02-25
- 河北广口管坯注塑模具厂家 02-25
- 浙江瓶盖模具哪家好 02-24
- 山西55口管坯注塑模具哪家性价比高 02-24
- 湖南日用品注塑模具价格 02-24
- 甘肃38口瓶盖注塑模具厂家 02-24