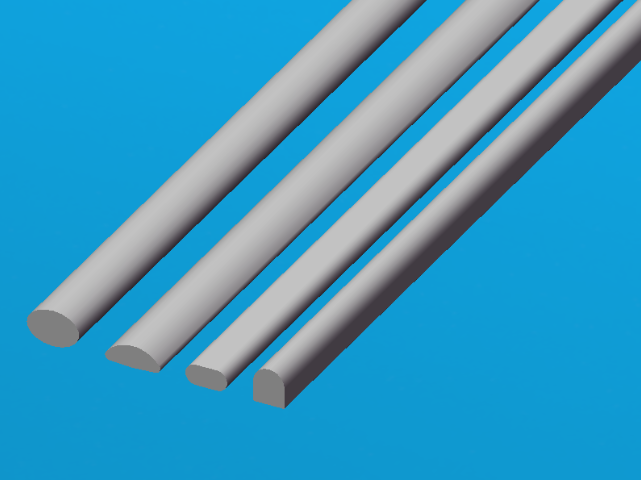
拉工艺在异型截面线材的生产中同样占据重要地位,其原理是将金属坯料通过硬质合金模具或土耳其头进行拉伸,使坯料在拉力作用下发生塑性变形,形成所需的截面形状。冷拉工艺可单独用于异型截面线材的成型,也可与冷轧工艺配合使用,通过先冷轧预处理优化材料性能,再进行冷拉精加工,进一步提升线材的尺寸精度。该工艺适用于生产一些具有锐角轮廓或不对称截面的异型线材,即使是带有微小圆角的复杂截面,也能通过模具设计和拉拔参数控制实现成型。冷拉成型的异型截面线材表面粗糙度较低,无需额外的表面打磨处理即可满足多数应用需求。同时,冷拉过程中材料的加工硬化效应可适当提升线材的硬度,增强其使用过程中的抗磨损能力,这种特性使冷拉成型的异型截面线材在紧固件、工具零件等领域有着重要的应用价值。扁线可根据客户需求,提供个性化的定制生产服务。佛山退火拉拔异型截面/扁线/直线实力厂家

扁线的焊接工艺优化,可提升焊接强度与一致性,减少焊接缺陷。对于激光焊接工艺,优化激光功率、焊接速度、焦点位置等参数,确保焊点的熔深与宽度符合要求,减少热影响区。采用视觉定位系统,实现焊接位置的精细定位,提升焊接一致性。对于电阻焊工艺,优化电极压力、焊接电流与通电时间,确保多根扁线端头的充分熔合。焊接后通过超声波检测、拉拔试验等手段对焊点质量进行较广检测,及时发现虚接、未焊透等缺陷,确保扁线绕组的导电可靠性。肇庆耐磨损异型截面/扁线/直线质量保障我们可提供圆直线的样品供客户进行测试。
扁线的制造工艺涵盖多个精密环节,从原材料预处理到成品检测形成完整体系。在扁线制备阶段,需通过严格的材质筛选确保导体纯度,随后经过轧制或拉拔工艺形成矩形截面。预处理环节的退火工艺至关重要,通过300-500℃的高温处理,可有效消除铜材冷加工后的内应力,提升扁线的柔韧性与成型稳定性。对于需要焊接的扁线产品,还需对端部绝缘层进行剥离处理,常用激光剥漆或化学腐蚀等方式,确保焊接部位的导电可靠性。成型工艺方面,发卡式扁线需通过多轴联动设备完成直线段与拐角的精细折弯,拐角半径需匹配定子槽型,保障后续嵌线的紧密配合。
异型截面线材的包装标识是保障产品可追溯性的重要措施,每个包装单元需标明产品的规格、材质、生产批次、生产日期等信息,便于客户识别和追溯。规格信息包括截面形状、尺寸、长度等;材质信息标明原材料的种类,如不锈钢、碳钢、铜合金等;生产批次和生产日期则便于追踪产品的生产过程,若出现质量问题可及时追溯到相关批次,采取召回或整改措施。包装标识通常采用标签或喷码的方式,确保标识清晰、牢固,不易脱落。完善的包装标识体系能提升产品的规范化管理水平,增强客户对产品质量的信任度。扁线的宽度和厚度参数可按需进行调整。
异型截面线材的生产过程中,能源消耗的控制是实现绿色制造的重要举措,通过优化工艺参数、采用节能设备、回收利用余热等方式,降低生产过程中的能源消耗。优化工艺参数如合理控制轧制速度、拉拔力等,可减少无用功的消耗;采用节能电机、变频控制系统等节能设备,可降低生产设备的能耗;回收利用热处理过程中产生的余热,用于加热坯料或车间供暖,提高能源利用率。能源消耗的控制不仅降低了生产成本,还减少了碳排放,符合国家节能减排的政策要求,推动异型截面线材行业的可持续发展。规范的操作流程可保障扁线的生产稳定性。佛山退火拉拔异型截面/扁线/直线实力厂家
异型截面线材支持小批量定制,满足特殊产品生产需求。佛山退火拉拔异型截面/扁线/直线实力厂家
扁线的公差控制是保障其装配精度与性能稳定性的重要环节,在生产过程中需通过精密加工设备与检测手段严格把控。扁线的截面尺寸公差通常控制在±0.02mm以内,直线段长度误差不超过0.1mm,拐角尺寸公差控制在±0.05mm范围。这些精密公差要求可确保扁线在定子槽内的紧密排列,提升槽满率,避免因间隙过大影响散热与电磁性能。在成型加工后,需通过精密测量仪器对扁线的关键尺寸进行较广检测,不合格产品及时剔除,确保交付产品的尺寸一致性,为后续装配与电机性能稳定提供保障。佛山退火拉拔异型截面/扁线/直线实力厂家
东莞科力线材技术有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的冶金矿产中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,东莞科力线材技术供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!