- 品牌
- speed
- 型号
- SS-506
- 加工定制
- 是
- 印刷
- 无
- 厚度
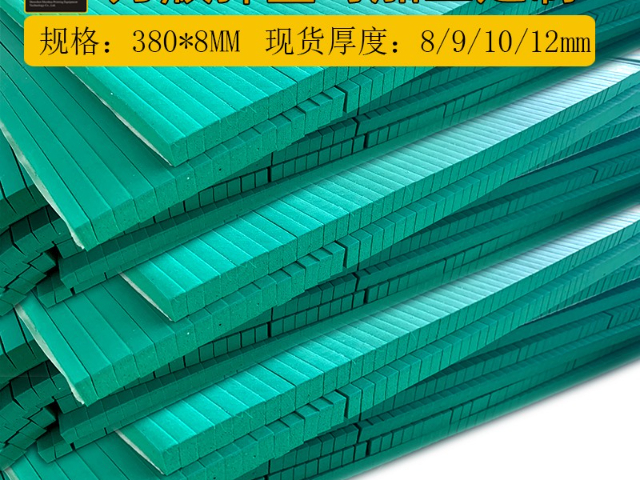
- 9*300*380mm
- 规格
- 12*300*380mm
- 厂家
- 深圳市深华印刷器材科技有限公司
- 刀版弹垫
- 12*300*380mm
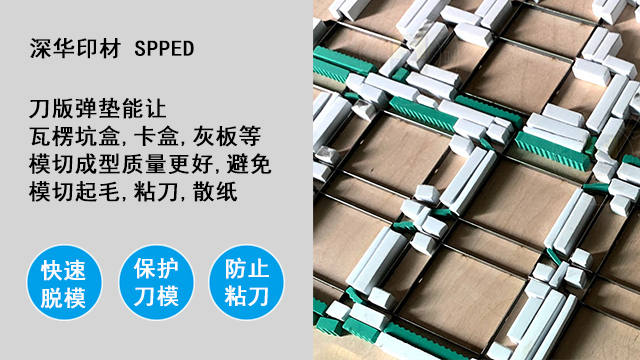
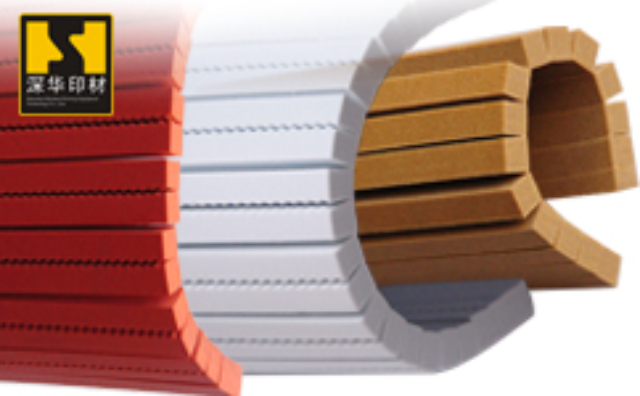
啤机高速震动引起切口波浪纹,不同硬度SPEED刀版弹垫如何协同减震?啤机高速运行时,刀模板与平台之间产生高频震动,震动过大会导致切口波浪纹;30度、45度、55度三种硬度的SPEED刀版弹垫通过内部闭孔结构把震动能量转化为弹性形变,再缓慢释放,减弱整机共振。瓦楞纸区域用30度硬SPEED刀版弹垫吸收低频震动,卡纸区域用45度硬SPEED刀版弹垫抑制中频抖动,灰板与胶片区域用55度硬SPEED刀版弹垫削弱高频震颤。经监测,整机噪音降低3–5分贝,轴承寿命延长,维修停机次数减少。瓦楞纸张模切时刀模为什么推荐选用30度硬SPEED刀版弹垫。浙江瓦楞纸盒刀版弹垫哪家好
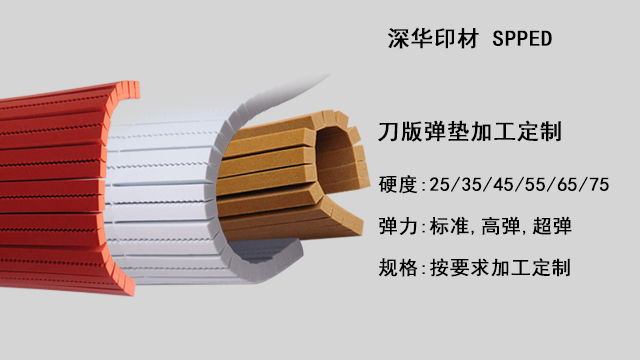
刀版弹垫密度:密度参数是体现垫刀泡棉在冲压时压缩比的次数,密度越高的垫刀泡棉承受冲压的次数就越多,垫刀泡棉的密度是比较特殊的,一方面需要承受较高的压力,另一方面需要在承受快速的冲压时,回弹快速而不变形,所以垫刀泡棉的密度需要做到0.25g/cm³以上。所以在选择垫刀泡棉时,主要是看泡棉孔的细腻程度、孔的大小,如果孔越小越细腻,则密度越高。刀版弹垫软硬度:软硬度作为垫刀泡棉的一项参数,虽然不是特别重要,但在整体配合上也同样需要选择合适的。在配合模具、材料长期使用可得出以下经验,35°-45°的垫刀泡棉是相当适合的江西刀模刀版弹垫瓦楞纸啤机刀模为何必须配30度硬SPEED刀版弹垫才能避免塌楞。

高速模切过程中发现乱纸散纸问题解决方案高速模切过程中当遇到侧规方向两侧模切合压后烟包“抬头”,撞到了常规粘贴的刀板弹垫边缘收纸,造成散纸,乱纸时。根据有效的模切经验解决方法是,取用几根刀板弹垫粘贴在“燕尾”及“舌头”的刀板弹垫空白处,人为制造出一个纸张前进的“轨道”,平滑疏导“抬头”烟包,经此处理后,模切速度提升到每小时5500张也未发生散纸现象,半小时后再将模切速度逐渐升到6000张每小时,开始正常生产。
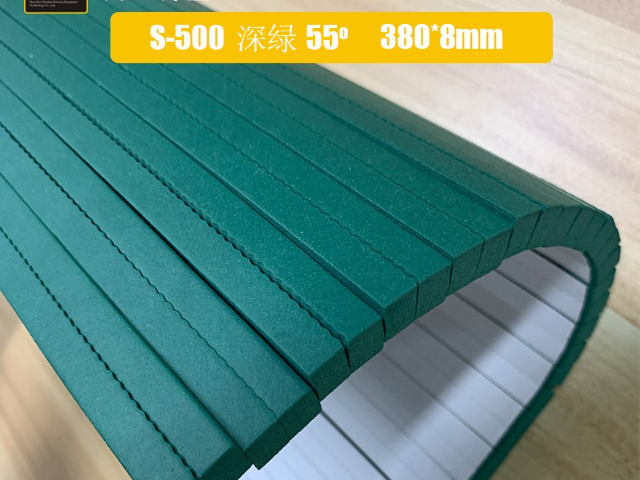
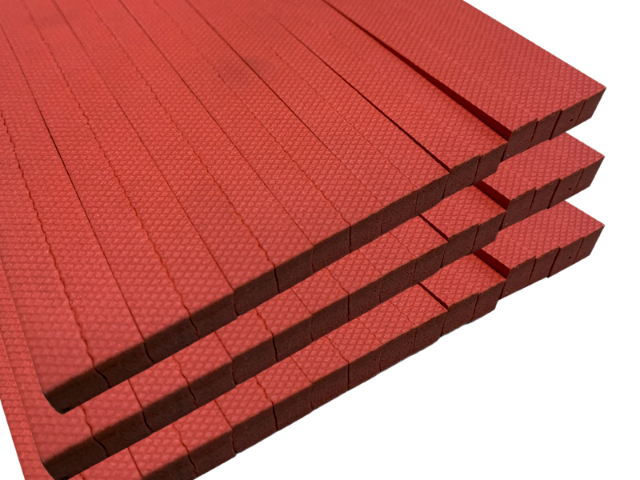
胶片贴窗盒模切拉丝与回缩难题能否靠55度硬SPEED刀版弹垫一次解决?胶片贴窗盒相对怕拉丝与尺寸回缩,55度硬SPEED刀版弹垫的高回弹可在刀锋抽出瞬间迅速把胶片推离刀壁,防止韧性材料被刀背二次拉扯。胶片热胀冷缩明显,55度硬SPEED刀版弹垫的弹性模量可抵消温度变化带来的0.2mm回缩量,确保窗口与胶片四周缝隙均匀。实际生产中,55度硬SPEED刀版弹垫让胶片一次成型,无需人工修边,减少二次定位误差,成品精致度大幅提高。即可解决这个问题自动模切机节拍被谁拖慢?SPEED刀版弹垫回弹速度为何成为关键瓶颈。

刀垫太硬导致纸板啤不穿刀垫硬度过高会导致模切机压力不够,使得纸板无法被模切机顺利切穿。此时,可以考虑更换硬度适中的刀垫,以减少模切机的压力达到顺利冲切。刀模刀片磨损严重也会导致纸板啤不穿。刀片磨损会降低切割力和切割效果,使得纸板无法被完整切割。此时,需要及时更换刀片,确保切割效果。刀垫厚度太厚或也会直接影响模切冲压效果,因此一般要根据自己刀具的高度选择合适厚度的刀垫,一般刀垫高出刀具1毫米即可刀垫与模切刀的间隙也很重要,我们在粘贴刀垫时需要把刀与刀垫之间空留1至3毫米纸板的质量也会影响切割效果。如果纸板质地较硬或含有较多纤维,刀模泡棉硬度较高时可能无法穿透纸板。此时,可以尝试使用质地较软的纸板或调整刀模泡棉的硬度。SPEED刀版弹垫在瓦楞纸模切中耐压性怎么样。江苏模切机用刀版弹垫常见问题
广东省刀版弹垫哪家好。浙江瓦楞纸盒刀版弹垫哪家好
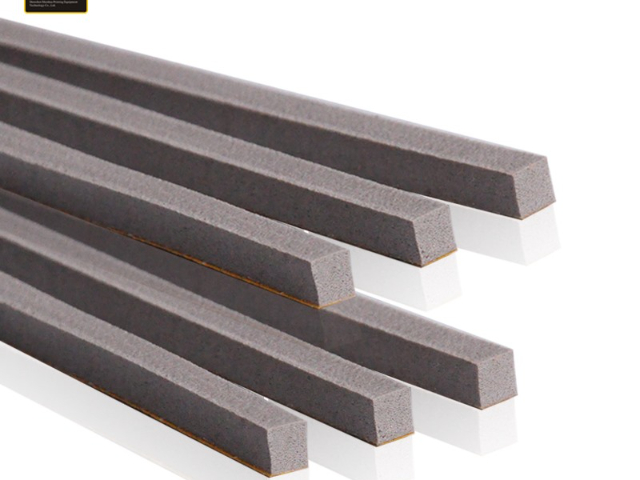
使用带表皮的材料刀版弹垫效果:使用带皮面的垫刀海绵,因带皮面较光滑,故也能降低粘胶的可能性,但缺点为回弹性降低及平整度较差,带皮面的表皮层因为是不发泡层,也较硬,且泡棉发泡表面平整度差,加工厚度时一般会把表皮去掉后才加工;使用透气性刀版弹垫效果:使用透气型刀模垫,透气型刀模垫为开孔发泡,孔与孔之间相连有较大空间,与胶粘连的面积会降低,且其材质亦有一定的不粘胶特性,但其缺点为使用于细小缝隙与小孔冲压的时候会容易掉渣。浙江瓦楞纸盒刀版弹垫哪家好
深圳市深华印刷器材科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的包装中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
- 陕西减震刀版弹垫常见问题 2026-05-08
- 湖南减震刀版弹垫生产厂家 2026-05-07
- 湖北加工定制刀版弹垫生产厂家 2026-05-07
- 北京刀模刀版弹垫批量定制 2026-05-07
- 云南瓦楞纸盒刀版弹垫常见问题 2026-05-06
- 吉林刀版弹垫哪里有卖 2026-05-06
- 艾宝力刀版弹垫 2026-05-06
- 上海加工定制刀版弹垫有哪些 2026-05-05