- 品牌
- 宇兴公司
- 型号
- 模切、涂胶、医疗
- 材质
- PET,PE
- 硬度
- 软质
离型膜自动剥离胶带的制造方法,是以PET或BOPP膜作为基材;胶层是天然橡胶和合成橡胶混炼后的橡胶切成碎块;以100份橡胶为基准:橡胶100份,丙烯酸酯单体30-100份,防老剂5-20份,溶剂油10-20份,加入甲苯溶解升温反应;冷却至常温后加入增粘树脂50-100份,固化剂5-10份,搅拌,过滤;将上述胶液制成的压敏胶粘剂采用刮涂式均匀地涂在BOPP或PET上,涂布工艺温度控制在90℃-150℃下,保持3min-15min,即制成胶带.本发明制成的胶带耐候性好,耐溶性能好,剥离强度高,胶带常温下端面不溢胶,重复撕贴后,被粘物表面不残胶,性能稳定。离型膜模切常见问题及原因。珠海红色离型膜
离型膜
在复合材料生产中,pet离型膜主要作为层间隔离材料,实现不同材料的精细贴合与后续分离。以碳纤维复合材料为例,铺层过程中需用pet离型膜分隔各层预浸料,其离型力需控制在10-15g/in,既防止层间粘连,又便于铺层完成后顺利移除。离型膜的耐温性需匹配复合材料的固化温度,通常要求在180-250℃范围内保持性能稳定,热收缩率≤0.5%。同时,膜材的尺寸稳定性至关重要,在固化压力(通常为0.3-0.5MPa)作用下,厚度变化率需≤2%,确保复合材料的成型精度。广州红色离型膜批发商离型膜厂家,氟素离型膜的离型力检测。
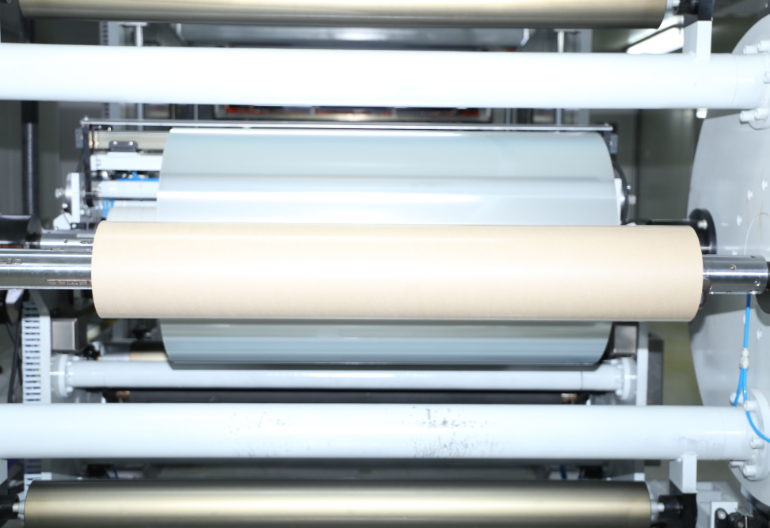
离型材料究竟是什么?离型材料是一种以膜或纸为基材,在表层涂覆离型剂后,根据产品实际应用要求,达到稳定剥离效果的功能性材料;为了使涂层与基材两者完美结合,通常需要在基材表面做特殊处理,增强表面张力,再将调配好的离型配方,通过转涂的方式,均匀的附着在基材表层,经过高温固化,冷却,待熟化后,按照行业标准FINAT检测方法进行测试。根据不同类型涂布线和不同离型配方的要求,在研发初期,需设定不同的工艺技术参数进行评估,分别对外观,剥离强度,残余粘着率进行鉴定,并跟踪熟化期间的变化过程。
老化后的离型膜如何提高离型里的稳定性:离型膜老化后的离型力爬升主要是涂层中富余的Si-H的影响。表层的Si-H在烘箱里固化时较早消耗,但涂层内部的Si-H难以100%消耗完,会有一定残留。当进行烘箱老化加压测试时,胶带与离型膜充分接触,并由于高温高压,内部的Si-H也会与胶带接触,从而导致老化离型力爬升。离型力的稳定性需要通过熟化过程来解决,熟化越完全,内部富余的Si-H就越少,其老化的爬升就会越少。另外可以通过配方的设计使富余的Si-H更少来解决。为什么有的硅胶保护膜和硅油离型膜会粘死,有的不会?粘死的机理是什么?

PE离型膜又分为高密、低密和线性PE,日常应用的相对多的是做成各种塑料薄膜和塑料布。PE管有中密度聚乙烯管和高密度聚乙烯管。根据壁厚分为SDR11和SDR17.6系列。前者适用于输送气态的人工煤气、天然气、液化石油气,后者主要用于输送天然气。和钢管比较,施工工艺简单,有一定的柔韧性,更主要的是不用作防腐处理,将节省大量的工序。缺点就器械性不如钢管,施工中特别的注意热力供暖的安全间距,并且不能裸露于空气中阳光下,并且对化学物品敏感,防止污水管道的泄露造成伤害。比重:0.94-0.96克/立方厘米;成型收缩率:1.5-3.6%;成型温度:140-220℃。离型膜厂家怎么对离型膜的分类及运用的。珠海红色离型膜
离型剂不脱落热转印胶片PET膜。珠海红色离型膜
模切离型膜的时候会发生什么问题:胶带和离型膜贴合机后,部分胶带在去除时反向去除,并传输“啪”“啪”声响。原因:摆脱时发出声音,起初是离型膜离型力过大,其次是调胶不均造成的。2:造成反摆脱,应该摆脱的原料没有摆脱。原因:直接摆脱的原因PET分离膜的分离力是不合理的。由于分离膜的原始检查不合格,检查机械设备不完整,生产过程不够稳定,促进分离膜的分离力不均匀,波动很大。3:冲切好放置一段时间后离型膜和胶带无法摆脱。原因:放置后胶带和离型膜无法摆脱,一般是因为胶水调整不均匀,有些地区离型力不够,导致胶带无法摆脱。4:分离膜会导致静电感应和灰尘吸附。原因:不在清洁车间进行,为了解决灰尘困难,一个可配备清洁车间,在清洁车间生产加工,二是使用抗静电PET离型膜原料。珠海红色离型膜
- 江门透明离型膜生产厂家 2026-05-01
- 江苏双淋双硅离型膜价格 2026-05-01
- 浙江绿色离型膜生产工厂 2026-05-01
- 江门软包装离型膜价格 2026-05-01
- 深圳单淋单硅离型膜供应商 2026-05-01
- 河源黄色离型膜批发商 2026-05-01
- 东莞蓝色离型膜生产工厂 2026-04-30
- 安徽硅油离型膜批发商 2026-04-30
- 江苏网格离型膜现货 2026-04-30
- 深圳硅油离型膜供应商 2026-04-29
- 中山蓝色离型膜批量定制 2026-04-29
- 珠海耐高温离型膜生产工厂 2026-04-29