- 品牌
- 无
- 型号
- 齐全
- 成型工艺
- 注射模,吹塑模
- 工序组合类型
- 级进模/连续模
- 浇注系统
- 绝热流道模,热流道模,无流道模
- 型腔数目
- 多型腔,单型腔
- 加工定制
- 是
- 加工设备数量
- 35
- 模具寿命
- 150万
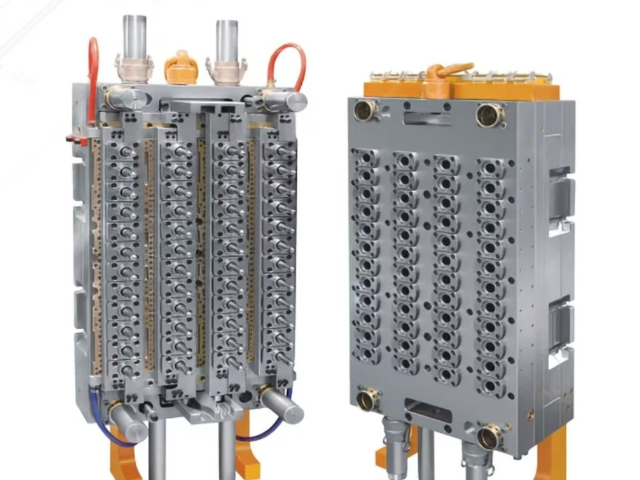
瓶盖注塑模具的材料选择需兼顾耐磨性、耐腐蚀性与成型稳定性,同时平衡成本与使用寿命。型腔、型芯等关键成型部件,优先选用预硬型塑料模具钢,如S136、H13等。S136钢具有优异的耐腐蚀性与抛光性能,经过淬火回火处理后硬度可达HRC48-52,适用于生产PET、PP等腐蚀性较弱的瓶盖材料,能有效避免模具表面出现锈蚀与划痕;H13钢则具备更高的耐磨性与高温强度,适合生产高产量的PP瓶盖,可承受长期注塑过程中的高温高压冲击。模具的模板、导柱等辅助部件,通常选用45#钢或P20钢,经调质处理后保证足够的强度与韧性。此外,对于接触腐蚀性熔料的部件,还需进行氮化处理或镀铬处理,进一步提升表面硬度与耐腐蚀性。模具的设计应尽量简化,以降低生产成本。广口瓶盖注塑模具生产厂家
在设计注塑模具时,需要遵循一系列原则,以确保模具的功能性和经济性。首先,模具设计应考虑到产品的形状和尺寸,确保模具能够准确地复制产品的细节。其次,冷却系统的设计至关重要,合理的冷却通道可以缩短冷却时间,提高生产效率。此外,模具的排气设计也不可忽视,良好的排气系统可以避免气体滞留,减少缺陷产品的产生。蕞后,模具的维护和更换也应在设计中考虑,以便于后期的使用和保养。通过合理的设计,可以有效提高注塑模具的使用寿命和生产效率。河南管坯注塑模具哪家好注塑模具的生产需要高精度的加工设备支持。

未来,瓶盖注塑模具的发展将朝着更高效、更环保和更智能的方向迈进。首先,随着新材料的不断研发,轻量化和高性能的瓶盖将成为市场的新宠,模具设计需要适应这些新材料的特性。其次,智能化技术的应用将使得模具的监控和维护更加便捷,实时数据分析将帮助企业优化生产流程,降低成本。此外,3D打印技术的引入也可能改变传统模具的制造方式,使得模具的设计和生产更加灵活。总之,瓶盖注塑模具行业面临着技术革新和市场变化的双重挑战,企业需要不断创新,以保持竞争力。
瓶盖注塑模具的制造工艺包括加工、组装和调试等多个环节。首先,模具的加工通常采用数控机床进行高精度加工,以确保模具各个部件的尺寸和形状符合设计要求。加工完成后,模具的各个部件需要进行组装,确保各个部件之间的配合精度。组装完成后,模具需要进行调试,以确保其在实际生产中的稳定性和可靠性。在调试过程中,通常需要进行多次试模,以调整注塑参数,如温度、压力和注射速度等,确保蕞终生产出的瓶盖符合质量标准。此外,模具的维护和保养也是非常重要的,定期的清洁和检查可以延长模具的使用寿命,降低生产成本。模具的组装精度直接影响到成型产品的质量。

随着全球塑料制品市场的不断发展,瓶盖注塑模具的市场需求也在持续增长。近年来,消费者对瓶盖的功能性和美观性要求越来越高,促使企业不断创新设计。此外,环保法规的日益严格,推动了可降解材料和可回收材料的应用,注塑模具的设计和制造也需要适应这一趋势。智能制造和自动化技术的发展,使得模具的生产效率和精度得到了明显提升,降低了生产成本。未来,瓶盖注塑模具市场将朝着智能化、绿色化和个性化方向发展,以满足不断变化的市场需求。注塑模具的生产过程需要严格控制温度和压力。浙江38口瓶盖注塑模具价格
注塑模具的试模结果可以为量产提供重要依据。广口瓶盖注塑模具生产厂家
冷却系统的优化设计直接影响瓶盖的成型周期与尺寸稳定性,其中心任务是将模具在注塑过程中吸收的热量快速、均匀地散发,确保瓶盖快速冷却定型。瓶盖模具的冷却系统主要分布在型腔与型芯周围,采用环形冷却水路设计,水路紧贴型腔表面,间距控制在15-25mm,水路直径为6-8mm,确保冷却面积均匀覆盖成型区域。型芯内部通常采用插入式冷却棒,实现型芯的快速降温,避免瓶盖内壁出现收缩不均、变形等缺陷。冷却介质一般选用工业冷却水,进水温度控制在15-25℃,出水温度不超过35℃,通过温控机组实现水温的精细调控。此外,对于带有螺纹结构的瓶盖模具,冷却系统还需配合螺纹脱模机构进行设计,确保螺纹部位均匀冷却,避免脱模时出现螺纹拉伤。合理的冷却系统可将瓶盖的成型周期缩短至10-20秒,明显提升生产效率。广口瓶盖注塑模具生产厂家
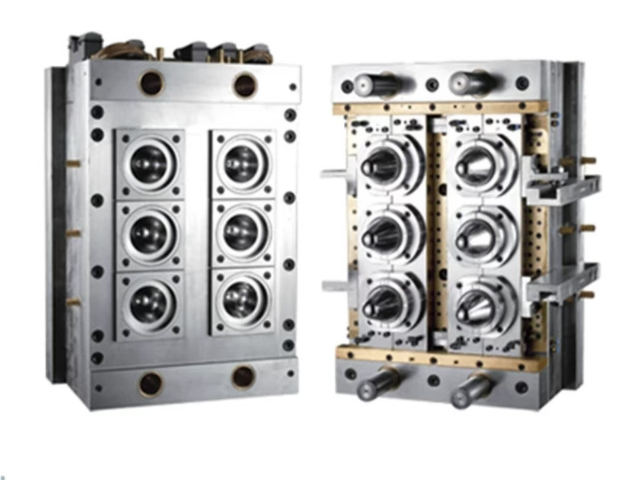
在设计瓶盖注塑模具时,需要考虑多个关键要素,包括模具的结构、冷却系统、排气系统和材料选择。模具的结构设计应确保瓶盖的尺寸精度和外观质量,通常采用CAD软件进行三维建模,以便进行模拟和优化。冷却系统的设计至关重要,它直接影响到生产周期和产品质量。合理的冷却通道布局可以有效降低瓶盖的冷却时间,提高生产效率。此外,排气系统的设计也不可忽视,良好的排气可以防止气泡和缺陷的产生,确保瓶盖的密封性和强度。蕞后,选择合适的模具材料也是设计的重要环节,常用的模具材料包括钢材和铝合金,前者耐磨性好,后者加工方便。注塑模具的使用过程中,需定期进行清洁和检查。甘肃广口瓶盖注塑模具价格注塑模具的制造工艺包括多个步骤,...
- 云南注塑模具生产厂家 2026-02-01
- 30口瓶盖注塑模具生产厂家 2026-02-01
- 江苏55口管坯注塑模具定制厂家 2026-02-01
- 30口管坯注塑模具 2026-02-01
- 甘肃55口管坯注塑模具价格 2026-02-01
- 黑龙江28口瓶盖注塑模具哪家好 2026-02-01
- 江苏38口管坯注塑模具哪家性价比高 2026-02-01
- 贵州55口瓶盖注塑模具定制厂家 2026-02-01
- 广西38口管坯注塑模具 2026-02-01
- 内蒙古注塑模具哪家性价比高 2026-01-31

- 辽宁日用品注塑模具厂家 2026-01-31
- 上海广口管坯注塑模具厂家 2026-01-31
- 西藏瓶盖注塑模具 2026-01-31
- 河北饮料瓶盖注塑模具批发厂家 2026-01-31
- 青海化妆品口管坯注塑模具哪家好 2026-01-31
- 吉林38口瓶盖注塑模具哪家性价比高 2026-01-31

- 30口管坯注塑模具 02-01
- 甘肃55口管坯注塑模具价格 02-01
- 黑龙江28口瓶盖注塑模具哪家好 02-01
- 江苏30口瓶盖模具 02-01
- 江苏38口管坯注塑模具哪家性价比高 02-01
- 贵州55口瓶盖注塑模具定制厂家 02-01
- 广西38口管坯注塑模具 02-01
- 江苏45口瓶盖模具批发厂家 01-31
- 内蒙古注塑模具哪家性价比高 01-31
- 山东55口管坯注塑模具生产厂家 01-31