- 品牌
- 世展
- 型号
- 齐全
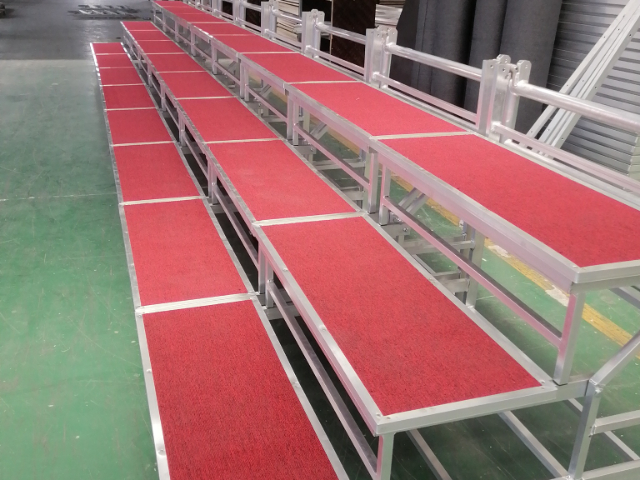
单托盘自重可降至10-15kg。挤压成型式工艺的优势在于生产效率高(单条生产线日产能可达500-800件)、材料利用率高(达95%以上)、产品轻量化效果***,适合电子、食品等对托盘重量敏感的行业。但其局限性在于难以制造复杂结构的托盘,承载能力相对有限(动态载荷通常不超过2吨)。4.冲压成型式工艺:薄板结构的高效制造方案冲压成型式工艺利用冲床与模具对铝合金薄板进行冲压、拉伸、弯曲等加工,形成托盘的面板与小型结构件,再通过焊接或组装制成完整托盘,市场占比约8%,主要适用于轻型托盘(动态载荷≤1吨)。其工艺流程如下:第一步:模具设计与调试。根据托盘面板的孔型(如菱形孔、方形孔)、结构形状设计冲压模具,模具需具备良好的耐磨性与导向精度,调试过程中需优化冲压间隙(通常为板厚的5%-10%),避免板材撕裂或起皱。第二步:薄板下料与冲压。采用数控冲床对铝合金薄板(厚度2-5mm)进行下料,随后进行冲孔、拉伸、折弯等冲压工序。数控冲床的加工精度可达±,支持多工位连续加工,日产能可达1000件以上。对于复杂形状的面板,可采用激光切割与冲压复合加工方式,兼顾精度与效率。第三步:成型与组装。将冲压成型的面板与支撑脚等部件进行装配。 对于模板支撑、舞台搭建等场景,需在顶托上方铺设面板材料,如木板、钢板等。定制雷亚架企业

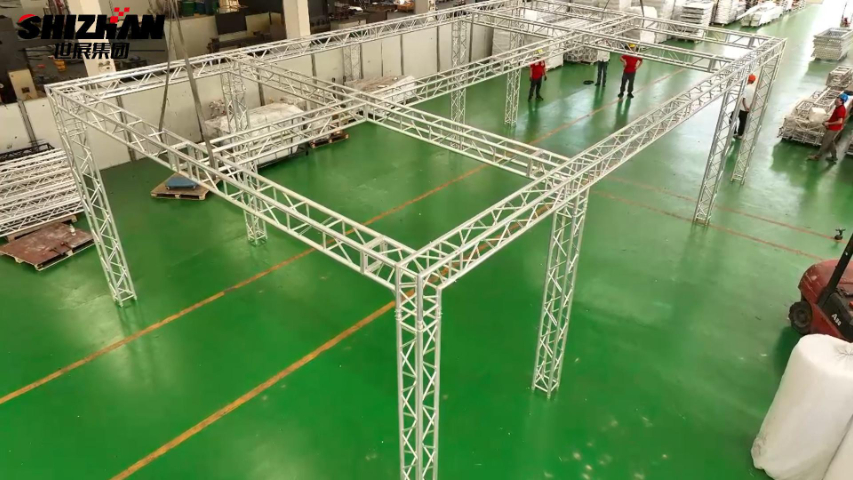
斜杆是雷亚架的抗侧力构件,通过交叉布置在立杆与横杆组成的框架中,增强整体结构的稳定性和抗倾覆能力。斜杆的设计与横杆类似,两端同样配备连接插头,可根据搭建需求选择不同长度的斜杆进行组合。在实际应用中,斜杆通常按照一定的间距对称布置,尤其在高空搭建或荷载较大的场景中,斜杆的密度会相应增加。部分斜杆还会采用可调节长度的设计,方便应对复杂地形或不规则搭建需求,进一步提升结构的适配性。进一步提升结构的适配性。新疆雷亚架批发商进一步提升抗震、抗风性能,同时降低构件重量 6%-9%。

雷亚架的安装首先从基础处理和底座安装开始。根据场地勘察结果,对安装区域的地面进行平整处理,确保地面无积水、杂物,对于不平整地面,可通过铺设垫板等方式进行找平。然后,按照施工规划的立杆位置,将底座固定在地面上,固定底座可通过膨胀螺栓与地面连接,可调底座则需调整至合适高度,确保所有底座的顶面处于同一水平面上。底座安装完成后,需使用水平仪进行检测,确保其水平度符合要求,为后续立杆的安装奠定基础。为后续立杆的安装奠定基础。
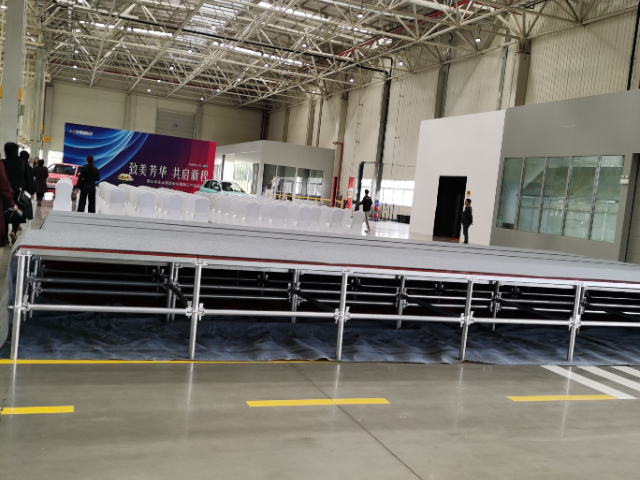
文化演艺领域是雷亚架的重要应用场景,其中舞台主体搭建是最常见的用途之一。无论是大型演唱会、音乐节还是戏剧演出,雷亚架都能快速搭建出不同尺寸和造型的舞台框架。铝合金雷亚架因其轻质便携的特点,成为舞台搭建的优先材质,施工团队可在短时间内完成组装,满足演出筹备周期短的需求。舞台搭建中,雷亚架还会与木板、钢板等面板材料配合,形成舞台台面,同时预留出灯光、音响、***设备的安装位置,为演出效果提供支撑。为演出效果提供支撑。每层横杆安装完成后需检查其水平度。

涂层耐候性强,适合户外使用的托盘,但存在VOC排放问题,需配套环保处理设备。电泳涂漆处理主要应用于**托盘,市场占比约15%,工艺流程为:脱脂→碱洗→中和→电泳→固化。电泳涂层厚度为20-40μm,具有均匀性好、附着力强、耐腐蚀性优异等特点,且加工过程环保高效,适合对表面质量要求严苛的电子、医药行业托盘。此外,对于特殊场景的托盘,还可采用复合表面处理技术,如阳极氧化+喷涂复合工艺,兼顾耐腐蚀性与美观度;防静电表面处理则通过在涂层中添加导电剂,使托盘表面电阻值符合电子行业防静电要求。四、质量控制与检测体系:保障产品可靠性的**屏障铝合金托盘的质量直接关系到物流运输的安全性与效率,因此建立全流程质量控制体系至关重要,涵盖原材料检测、过程检测与成品检测三个环节,同时需符合行业标准与客户定制要求。1.原材料检测原材料入库前需进行严格检测,确保材质符合设计要求。主要检测项目包括:材质成分分析,采用直读光谱仪检测铝合金的镁、硅、铜等元素含量,误差控制在±以内;力学性能测试,通过拉伸试验机检测抗拉强度、屈服强度与伸长率,确保符合对应牌号的标准要求;外观与尺寸检测,排查原料表面的划痕、氧化、气孔等缺陷。 包括立杆、横杆、斜杆、圆盘节点等构件以及底座、顶托等辅助组件。定制雷亚架企业
按照设计的立杆间距,将横杆两端的插头插入相邻立杆的圆盘节点连接孔中。定制雷亚架企业
3.形成连续的型材结构挤压成型式工艺:轻量化与规模化的**优解挤压成型式工艺通过挤压机将铝合金坯料从模具型腔中挤出,,再经切割、组装制成托盘,适用于轻量化、标准化的中小型托盘,市场占比约12%。其**流程如下:第一步:挤压模具设计。根据托盘的型材截面形状(如U型横梁、中空面板)设计挤压模具,模具需采用耐热合金材料制造,内部设有合理的导流结构,确保金属流动均匀。第二步:坯料预热与挤压。将铝合金铸锭加热至420-500℃,放入挤压机的挤压筒内,通过挤压杆施加压力(通常为100-500MPa),使坯料从模具出口挤出,形成连续的铝型材。挤压速度控制在2-10m/min,速度过快易导致型材表面粗糙,速度过慢则降低生产效率。第三步:型材冷却与矫直。挤压后的型材立即进行在线冷却(风冷或水冷),控制冷却速度使型材获得均匀的组织结构。冷却后的型材通过矫直机进行矫直处理,消除弯曲、扭曲等变形,确保直线度误差≤1mm/m。第四步:切割与组装。根据托盘尺寸将型材切割成对应长度,通过螺栓连接、角件固定等方式组装成型,部分产品可采用少量焊接增强连接强度。挤压成型的型材结构可实现中空设计,在减重20%-30%的同时,保持良好的承载性能。 定制雷亚架企业
江苏世展集团有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的传媒、广电中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同江苏世展集团供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

铝合金材质的雷亚架是行业发展的重要创新,其以轻质**的特性逐渐受到市场青睐。铝合金雷亚架采用 6061 或 6063 系列铝合金,通过挤压成型工艺制造立杆、横杆等构件,该工艺能保证构件的尺寸精度和结构一致性。铝合金的表面处理主要采用阳极氧化工艺,形成坚硬的氧化膜,不仅具备良好的抗腐蚀性能,还能根据需求定制不同颜色。与钢材雷亚架相比,铝合金产品的自重可降低 30%-50%,运输和安装效率***提升,但成本相对较高,主要适用于对设备便携性要求高的场景。配合智能检测系统,实时监控构件应力变化,从源头保障使用安全。浙江雷亚架尺寸某跨江大桥施工项目中,采用了重型钢材雷亚架作为现浇箱梁的模板支撑系统。该项...
- 湖州雷亚架供应商 2026-03-18
- 衢州雷亚架 2026-03-18
- 泰州定制雷亚架供应商 2026-03-18
- 福州雷亚架价格 2026-03-18
- 安徽雷亚架价格 2026-03-17
- 湖州定制雷亚架报价 2026-03-17
- 盐城雷亚架 2026-03-16
- 山东定制雷亚架供应商 2026-03-16
- 衢州雷亚架送货上门 2026-03-16
- 湖北雷亚架报价 2026-03-16




- 衢州桁架送货上门 05-17
- 扬州机场登高梯哪里有 05-17
- 合肥定制脚手架生产商 05-17
- 镇江脚手架批发商 05-16
- 杭州桁架企业 05-16
- 雷亚舞台桁架 05-16
- 桁架售后服务 05-16
- 湖州桁架多少钱一米 05-16
- 浙江定制脚手架厂家直销 05-16
- 常州桁架尺寸 05-16