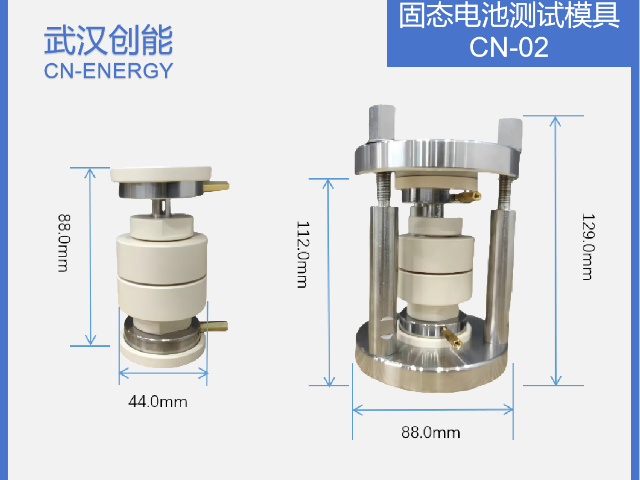
- 品牌
- 武汉创能
- 型号
- 创能
- 结构型式
- 分立式,台式,手持式,便携式,组合式
软包电池测试工装的自动化集成水平不断提升,逐步向智能化、无人化方向发展,成为智能制造的重要组成部分。新一代工装多集成工业机器人、视觉识别系统、PLC控制系统与物联网模块,实现测试全流程的自动化控制与数据智能化管理。视觉识别系统可准确定位电池位置与极耳偏移量,引导探针自动校正位置;PLC控制系统可实现多工位协同作业,优化测试流程;物联网模块则支持测试数据的实时上传、存储与分析,便于管理人员实时监控测试进度与电池性能,同时为生产工艺优化提供数据支撑。智能识别软包电池测试工装,快速匹配电池参数。福建实验室软包电池测试工装工艺流程
便携式软包电池测试工装适用于现场检测、售后维护及户外研发测试场景,具备体积小、重量轻、续航能力强等特点。该类工装通常采用一体化设计,重量控制在5kg以内,便于携带,配备大容量锂电池供电,可支持4-8小时连续测试,满足户外无电源场景的测试需求。功能上,集成电性能测试模块,可快速检测电池容量、内阻、电压等关键参数,测试数据可通过蓝牙、WiFi传输至手机或电脑,支持数据实时查看、存储与导出。部分便携式工装还具备防水、防尘设计,适应户外复杂环境。黑龙江恒压软包电池测试工装价格稳定运行软包电池测试工装,确保测试过程不间断。
故障诊断与维护便捷性设计,能有效降低软包电池测试工装的运维成本,提升设备利用率。工装内置故障诊断模块,可实时监测各部件的工作状态,当出现探针接触不良、电路故障、压力异常等问题时,能快速定位故障位置并通过人机界面发出提示,便于操作人员及时排查。维护方面,工装采用模块化设计,各部件可单独拆卸、更换,无需整体拆解设备,大幅缩短维护时间。同时,厂家通常会提供易损件清单与维护手册,操作人员可定期对探针、缓冲件等易损件进行更换,延长设备使用寿命。
精确测量电池内阻(DCIR)和交流阻抗(EIS)对分析电池健康状态(SOH)和内部动力学过程至关重要。工装对电气连接的“纯净度”要求极高。它必须采用四端子法(开尔文连接)来完全消除接触电阻的影响,电压感应线需使用屏蔽双绞线,并与大电流线路物理隔离,以小化噪声和互感。对于EIS测试,工装的寄生电感和电容必须极低,连接路径尽可能短而直接,有时甚至需要同轴电缆连接。夹具的接触点材质和稳定性是关键,任何微小的松动都会导致阻抗谱数据漂移。这类工装通常结构紧凑,针对单颗或少数电池进行高精度测量,环境屏蔽(如法拉第笼)也常被整合以提升信噪比。智能分析软包电池测试工装,深度挖掘数据价值,助力决策。

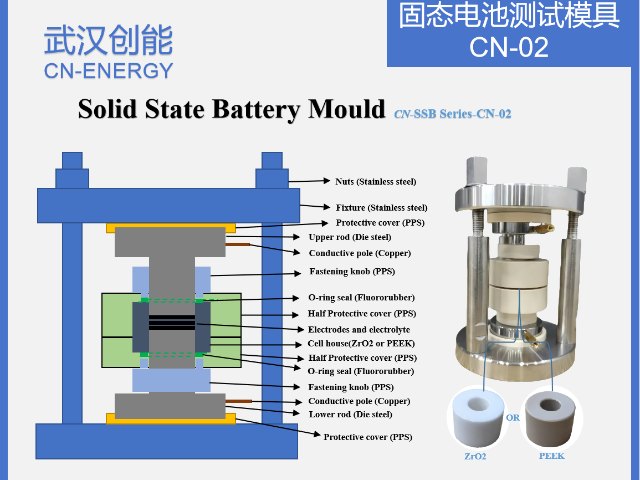
典型测试工装类型举例基础电性能测试工装: 主要包含精确定位夹具和高性能探针连接系统,用于充放电循环、DCIR、OCV、脉冲测试等。可能集成温度传感器。高低温测试工装: 在基础工装上集成加热/冷却元件和温度传感器,或设计成易于放入环境箱的形式。多通道并行测试工装: 一个工装框架内集成多个电池夹具和连接通道(如8通道、16通道),大幅提高测试效率,常用于寿命循环测试、分选。设计重点是通道间绝缘、散热、布线管理。机械安全测试工装: 如针刺夹具、振动夹具。强调结构强度、导向精度、与试验机的接口兼容性及安全防护。原位测试工装 (如X-Ray, CT): 使用低原子序数材料(如碳纤维、PEEK、工程塑料)制造,尽量减少对射线的吸收和散射,同时保证电池固定和电气连接。便捷软包电池测试工装,快速完成参数测量,提升测试效率。济南恒位移软包电池测试工装公司推荐
稳定可靠软包电池测试工装,多次测试结果始终如一。福建实验室软包电池测试工装工艺流程
软包电池测试工装的测试精度直接决定电池性能评估的准确性,行业内对工装的精度要求不断提升。目前,测试工装的电压采集精度可达到±0.01%FS,电流采集精度可达±0.02%FS,温度采集精度可达±0.1℃,能精细捕捉电池性能的细微变化。为保证精度稳定性,工装内部集成了校准模块,可定期对采集系统进行自动校准,避免因设备老化、环境温度变化等因素导致精度偏移。同时,通过优化电路设计,降低电磁干扰对测试数据的影响,确保在复杂环境下仍能保持高精度测试。福建实验室软包电池测试工装工艺流程
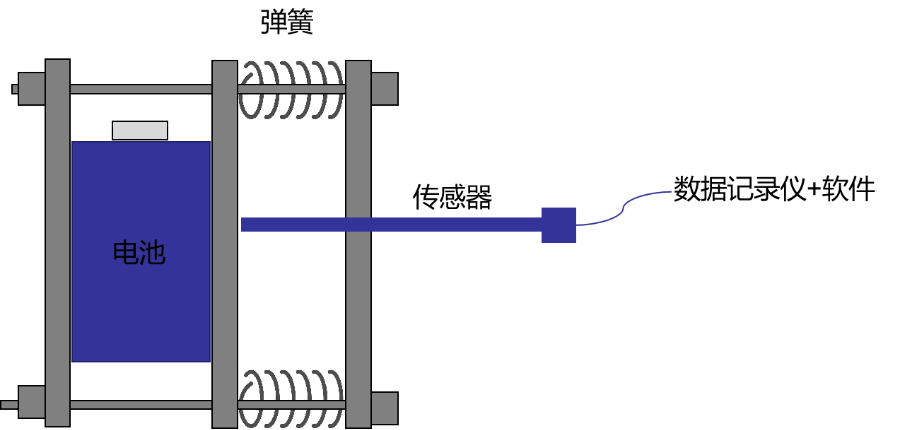
现代测试工装是“机电软”一体化的产物,其软件控制系统是大脑。控制软件不仅驱动充放电设备、温控箱、压力伺服机构,还实时采集来自工装内部传感器(电压、温度、压力、位移、气体)的所有数据。软件需具备灵活可编程的测试序列编辑功能,允许工程师自定义复杂的多步骤测试流程。数据管理模块需安全存储海量时间序列数据,并提供可视化工具和初步分析功能。高级系统还集成数字孪生模型,能根据测试数据实时更新电池模型参数。软件与工装硬件的深度集成,实现了测试过程的自动化、精确化和可追溯化,是提升研发效率的关键。软包电池测试工装,用专业与品质,守护软包电池测试全程。上海高压力软包电池测试工装要求软包电池测试工装的材料选择至关...
- 佛山恒位移软包电池测试工装测试盒 2026-04-16
- 云南恒压软包电池测试工装测试盒 2026-04-16
- 福建叠片软包电池测试工装要求 2026-04-16
- 石家庄软包电池测试工装工艺流程 2026-04-16
- 沈阳恒位移软包电池测试工装要求 2026-04-16
- 福建实验室软包电池测试工装 2026-04-16
- 江苏高精度软包电池测试工装价格 2026-04-15
- 汕头软包电池测试工装公司推荐 2026-04-15
- 山西固态软包电池测试工装 2026-04-15
- 南宁固态软包电池测试工装价格 2026-04-15
- 宁波叠片软包电池测试工装价格 2026-04-15
- 重庆高精度软包电池测试工装工艺流程 2026-04-15
- 恒位移软包电池测试工装测试盒 2026-04-15
- 湖北恒压软包电池测试工装要求 2026-04-15
- 山西高精度软包电池测试工装测试盒 2026-04-15
- 南京恒压软包电池测试工装价格 2026-04-15



- 海口实验室电池加压测试价格 04-19
- 陕西锂电池加压测试公司推荐 04-19
- 深圳软包电池加压测试 04-19
- 佛山硅电池加压测试公司推荐 04-19
- 昆明电池加压测试价格 04-19
- 东莞锂离子电池加压测试价格 04-19
- 合肥软包电池加压测试公司推荐 04-19
- 上海电池加压测试公司推荐 04-19
- 固态电池加压测试讲解 04-19
- 南宁软包电池加压测试价格 04-19