
预测性维护与数据管理能力AS500通过多源数据融合实现设备健康状态的全周期追踪:智能报告生成:内置故障数据库与算法模型,可根据对中偏差、温度热点、振动频谱自动生成诊断报告,标注“需立即调整”“定期监测”等维护建议,并支持USB/蓝牙导出对接企业CMMS系统。例如,某电机检测中,振动频谱显...
轴找正仪基本参数
- 品牌
- ASHOOTER
- 型号
- AS500
- 类型
- 激光
- 产品认证
- GE
- 加工定制
- 是
轴找正仪企业商机
多轴联动动态响应优化在多轴联动加工中,ASHOOTER的动态补偿算法可修正设备运行中的热变形与机械间隙:热膨胀预调整:根据机床材料热膨胀系数(如钢:11×10⁻⁶/℃),提前计算冷态预调整量。例如,某高温合金加工机床在80℃运行时,ASHOOTER自动调整Z轴丝杠预拉伸量,使热态定位误差从0.05mm降至0.01mm。反向间隙补偿:通过振动分析模块检测伺服轴反向间隙,结合激光对中数据生成补偿参数。例如,某车铣复合机床B轴反向间隙从0.04mm补偿至0.005mm,加工螺旋槽时螺距误差从±0.03mm改善至±0.008mm。ASHOOTER激光对中同步仪在哪些行业的机床多轴联动系统校准中应用广?CCD轴找正仪激光
轴找正仪
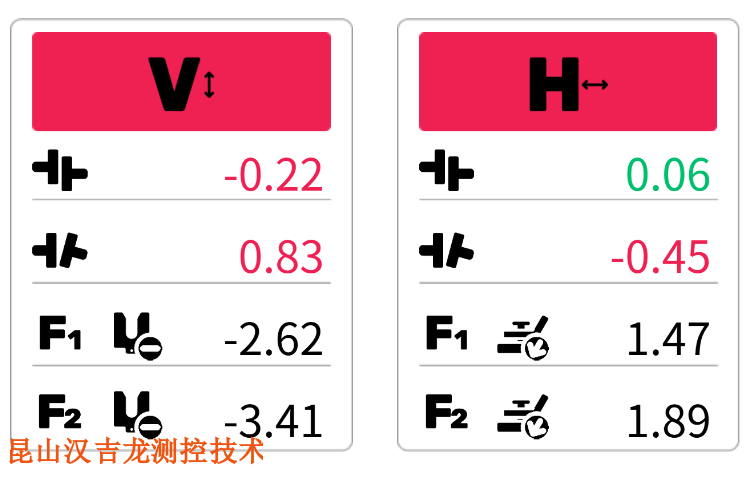
操作流程与数据解读数据采集:ASHOOTER激光对中仪安装双振动传感器于联轴器两侧,确保与激光测量基准一致。采集设备空载、负载、变速等多工况下的振动数据(建议每个工况采集3组以上)。特征提取:幅值分析:对比ISO10816-3标准,判断1X幅值是否超标(如电机≤,齿轮箱≤)。相位分析:检查联轴器两侧相位差是否超出设备手册限值(如弹性联轴器≤90°)。谐波分析:识别2X/3X谐波幅值是否超过1X的20%,判断是否存在非线性振动。多源验证:激光测量:确认几何偏差是否与频谱特征匹配(如1X幅值升高对应平行偏差>)。红外热成像:定位因不对中导致的轴承、联轴器热点(温差>10℃为异常)。历史数据对比:分析趋势曲线,若1X幅值连续3次测量递增≥20%,触发预警。云南进口轴找正仪HOJOLO轴对中激光仪:工业轴系对中的 “标准化工具”。

HOJOLO轴对中同步仪是昆山汉吉龙测控技术有限公司旗下产品,在联轴器对中领域凭借其高精度、智能化设计和多功能性,成为现代工业设备安装与维护的重要工具。以下是详细介绍:产品型号及特点:ASHOOTER系列:采用30mmCCD探测器与双激光束技术,分辨率达1um,适用于高精度场景,如汽轮机-发电机轴系对中。AS500具备动态热补偿功能,通过双激光束实时监测设备热膨胀,自动修正冷态对中数据,热态偏差≤±,还可集成数字倾角仪,实时监测地脚不均匀沉降。其工作温度为-10℃~+55℃,防护等级达IP65,支持5-10米长跨距对中,适合水泥厂窑头电机对中等场景。AS100:基础精度为,适合中小型设备,如食品加工机械。工作温度0℃~+50℃,防护等级为IP54,适用于普通工业环境。
ASHOOTER系列激光轴对中系统的**技术融合了高精度激光测量、多维度状态监测与智能算法,形成了从几何精度到动态健康管理的全链条解决方案,具体包括以下六大**技术模块:一、双模激光传感系统技术构成:采用635-670nm半导体激光器与30mm高分辨率CCD探测器(分辨率),结合数字倾角仪实现无线测量。创新价值:微米级精度:通过激光束能量中心位移计算轴偏差,基础测量精度达±,较传统百分表提升100倍,尤其在5-10米长跨距场景中重复性误差小于。双光束动态补偿:双激光束实时监测设备热膨胀,自动修正冷态对中数据,热态偏差控制在±以内,解决高温工况下的动态形变问题。 汉吉龙激光对中扫描系统在长轴设备校准中的独特优势。

产品优势:操作简便:界面图形显示,向导式操作,对中过程简单、快捷,还有 3D 动画同步实时显示,过程直观、明确。测量精细:配备高精度激光传感器,测量分辨率高,能实现精细对中检测。续航持久:具有快速充电技术,充电半小时可工作 6 小时,部分型号续航能力可达 8 小时,满足工业场景需求。应用领域:广泛应用于能源电力、化工、机械制造、冶金、船舶等行业。例如在能源电力行业可精细校准发电机组等大型设备,减少因不对中导致的振动与能耗;在化工行业可应对泵、压缩机等设备的复杂工况,及时发现潜在故障。轴对中激光仪的测量范围与适用轴径解析。新一代轴找正仪的作用
介绍-下ASHOOTER系列激光轴对中系统的智能补偿算法?CCD轴找正仪激光
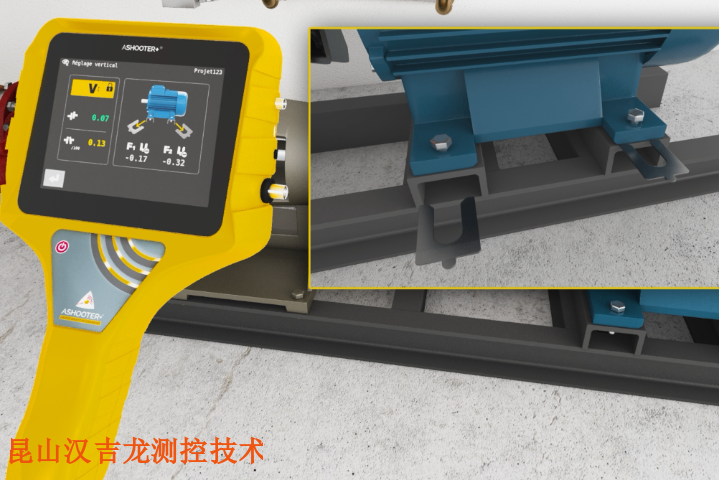
ASHOOTERAS500激光轴同心度检测仪的操作流程主要包括操作前准备、设备安装、测量操作、结果分析与调整以及报告记录等步骤,具体如下:操作前准备:仔细阅读产品手册,熟悉设备功能和操作步骤。检查设备外观是否有损坏,确保激光发射器、接收、主机等部件正常。准备好磁性支架、坚固链条、测量单元、显示单元、卷尺等工具。同时,停机并切断动力源,悬挂“禁止合闸”警示牌,用无水乙醇擦拭轴及联轴器法兰,去除油污、锈迹。若设备为热态运行,需输入材料膨胀系数,启用热膨胀补偿算法。设备安装:使用磁性支架将带有M标记的测量单元紧固在可移动机器的一端,带有S标记的测量单元安装在固定机器的一端。将测量单元通过电缆连接到显示单元,确保电缆标识与显示单元接口标识对应。利用测量单元上的水平仪找平,调整两个测量单元上的小水平仪的气泡到中心位置。测量操作:开机后,根据显示屏提示输入机器的尺寸,包括两个测量单元之间的距离、测量单元与地脚螺栓之间的距离等。将轴转动到9点钟方向、3点钟方向、12点钟方向的位置,观察激光光束是否有相对偏移。按照屏幕上的图形化操作指引进行测量,仪器会自动采集数据。结果分析与调整:测量完成后。 CCD轴找正仪激光
与轴找正仪相关的文章

浙江工厂轴找正仪
- 红外轴找正仪 2026-04-08
- 安徽10米轴找正仪 2026-04-08
- 天津AS100轴找正仪 2026-04-08
- 甘肃汉吉龙轴找正仪 2026-04-08
- 自主研发轴找正仪图片 2026-04-08
- S和M轴找正仪装置 2026-04-08
- 内蒙古机械轴找正仪 2026-04-08
- 内蒙古瑞典轴找正仪 2026-04-08
- 海南AS轴找正仪 2026-03-21
- 10米轴找正仪校准规范 2026-03-14
- synergys轴找正仪使用 2026-03-14
- 广东耦合轴找正仪 2026-03-14
与轴找正仪相关的产品


与轴找正仪相关的新闻
-
四川教学轴找正仪 2026-03-13 13:02:28AS500热成像检测原理:仪器集成了嵌入式高像素红外热像仪。由于旋转轴不对中会导致联轴器摩擦增加,轴承等部位温度异常升高。热像仪通过检测物体表面的红外辐射能量,将其转化为温度分布图像,实时监测设备的温度变化。通过分析温度场,可辅助判断旋转轴的对中状态,与激光对中数据相互验证,如轴偏差达到...
-
设备轴找正仪 2026-03-13 04:03:18AS500旋转轴校心仪即ASHOOTER-AS500激光对中仪,是一款能让旋转轴“同心运转”的精密校准工具,在工业设备校准领域表现***。以下是具体介绍:精细测量:搭载高分辨率,配合30mmCCD探测器,可实现微米级的精细检测。同时,内置数字倾角仪的无线传感器,能实时获取设备倾斜角度数据...
-
贵州原装进口轴找正仪 2026-03-13 12:03:04技术实现与行业对比1.硬件与算法支撑高精度传感器:ICP磁吸式加速度计(100mV/g灵敏度)可捕捉的微小振动,频率响应覆盖齿轮、轴承等典型故障频段。智能诊断软件:BALISHOOTER®算法内置100+故障模式库,自动识别1X幅值超标、相位差异常等特征,并生成“需立即调整”或“定期监测...
-
天津设备轴找正仪 2026-03-13 02:02:48隐性不对中的典型频谱特征1.静态对中合格但动态异常某石化企业离心泵冷态对中偏差<(达标),但运行时振动速度达8mm/s(超标)。AS500频谱分析显示:1X幅值升高:水平方向1X幅值6mm/s(正常<3mm/s),垂直方向,相位差120°。热膨胀补偿失效:红外热成像显示轴承温度75℃(正...
与轴找正仪相关的问题
新闻资讯
产品推荐
-

专业级对中仪图片
2026-05-06 -
瑞典对中仪服务怎么样
2026-05-06 -
专业级轴对中激光仪多少钱
2026-05-06 -

S和M设备安装对心校准仪
2026-05-06 -

傻瓜式对中仪制造商
2026-05-06 -

工厂百分表对中仪使用视频
2026-05-06 -

AS激光联轴器对中仪公司
2026-05-06 -

耦合快速对中校正仪激光
2026-05-06 -

ASHOOTER设备安装对心校准仪使用视频
2026-05-06