酱料在餐饮行业扮演着重要的角色,提升风味:酱料是丰富和提升菜品风味的关键元素。不同的酱料具有独特的味道,如甜、酸、苦、辣、咸等,可以为平淡的食材增添浓郁的味道。例如,番茄酱的酸甜能为意大利面带来清新的口感;豆瓣酱的咸香和辣味可以让川菜中的回锅肉、麻婆豆腐等菜品味道更加醇厚;沙拉酱能赋予蔬菜沙拉丰富的奶香和酸甜味,提升整体的口感层次。增加菜品多样性:通过使用不同的酱料,厨师可以在基本食材的基础上创造出多种多样的菜品。同样的鸡肉,用奥尔良酱料腌制后烤制,可制成奥尔良烤鸡;用照烧酱烹饪,则能做出日式照烧鸡腿饭;换成黑胡椒酱炒制,又变成了黑椒鸡柳。这丰富了菜单的选择,满足了不同顾客的口味需求,吸引更多消费者。酱料的使用让客户可以专注于品牌建设和市场推广,降低初期投入成本。香辣干锅酱料公司

在当今食品行业蓬勃发展的大背景下,酱料作为一类重要的食品调味料,市场需求持续增长。随着消费者生活水平的提升以及消费观念的转变,对酱料产品的品质、口味、安全性等方面提出了更高要求。据市场研究机构的数据显示,近年来全球酱料市场规模呈现稳步上升趋势,预计在未来几年仍将保持良好的增长态势。这一市场环境为酱料生产企业带来了广阔的发展机遇,同时也使其面临着更为激烈的竞争挑战。江苏稻盛食品有限公司在这样的行业环境中崭露头角,凭借其在食品调味料领域的深耕细作,逐渐在市场中占据了一席之地。香辣干锅酱料公司酱料的色香味往往能够刺激人们的食欲。

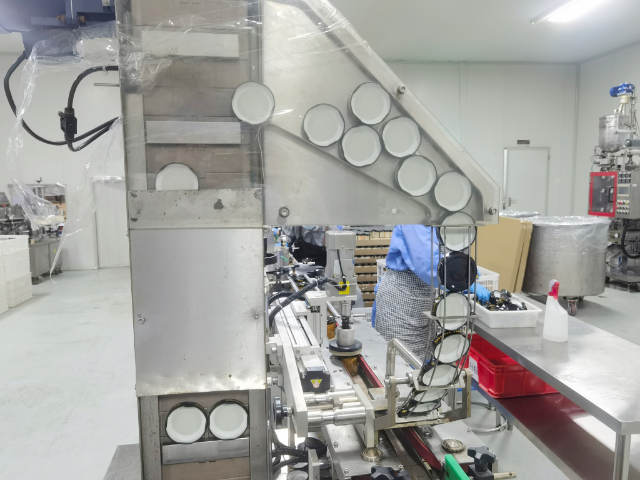
公司推出的番茄意面酱料,口感酸甜适中,还原了传统意式风味,深受喜爱西餐的消费者青睐,为公司开拓了西餐调味料市场。这些酱料产品的成功,不仅为公司带来了可观的经济效益,还提升了公司在食品调味料行业的品牌形象和市场竞争力。从市场竞争角度来看,酱料车间的高效生产和严格质量控制,是稻盛食品在激烈市场竞争中脱颖而出的重要保障。在生产效率方面,车间配备的先进生产设备,如 500kg 和 2 吨的自动炒锅,能够根据订单需求快速调整生产规模,实现高效的酱料炒制。
酱料生产在稻盛食品的产品体系中占据着重要地位,是公司实现产品多元化和差异化发展的关键环节。公司丰富多样的产品线中,酱料类产品凭借其独特的口味和多样的适用性,成为众多客户的选择,在市场中拥有较高的市场份额。例如,公司研发的特色烧烤酱料,以其浓郁醇厚的味道,满足了消费者对于烧烤美食独特风味的追求,不仅在家庭烹饪中备受欢迎,还被众多烧烤店、餐厅等餐饮企业大量采购,成为这些商家提升菜品品质和吸引力的重要调味料。酱料工厂根据客户的需求,定制独特的调味料配方,满足特定口味、功能或健康需求。

酱料储存环境的湿度控制上,车间也采取了严格的措施。将储存环境的相对湿度控制在 40% - 60% 之间,避免因湿度过高导致酱料吸湿变质,影响产品的口感和质量。为了保持适宜的湿度,储存仓库配备了先进的除湿设备和通风系统,能够根据环境湿度的变化自动调节,确保储存环境的湿度稳定。在储存方式上,采用了分类存放的原则。将不同种类、不同批次的酱料分别存放,避免相互混淆和交叉污染。同时,按照先进先出的原则进行货物管理,确保先入库的产品先出库销售,避免产品因长时间存放而超过保质期。酱料还能助力不同菜系的融合创新。香辣干锅酱料公司
独特的酱料口味能够成为餐饮企业的招牌和特色。香辣干锅酱料公司
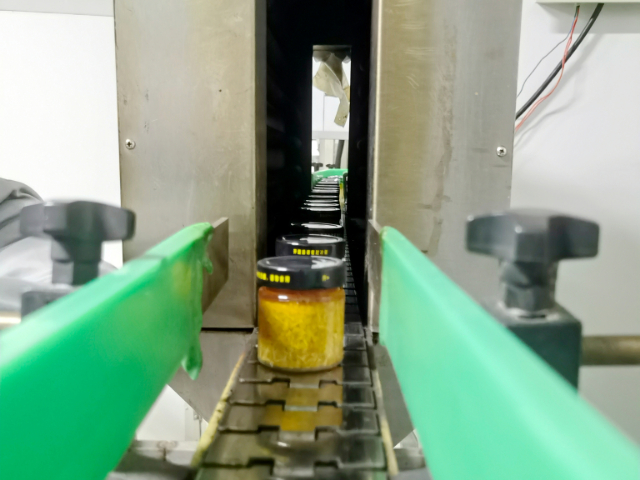
酱料的生产过程中,设置了多个质量检测点,对每一批次的酱料进行实时监测。例如,在酱料炒制环节,会定期检测酱料的色泽、香气、口感等感官指标,同时检测酱料的水分含量、盐分含量、pH 值等理化指标,确保酱料在炒制过程中符合质量标准。在罐装环节,会对罐装量进行抽检,确保每瓶酱料的罐装量符合规定标准,避免出现罐装量不足或过多的情况。成品检测是质量控制防线,车间对每一批次的成品酱料进行检测。除了对酱料的感官指标、理化指标进行检测外,还会进行微生物检测,检测酱料中的菌落总数、大肠杆菌、金黄色葡萄球菌等微生物指标,确保产品符合食品安全标准。只有经过严格检测,各项指标均符合要求的成品酱料才能进入市场销售。香辣干锅酱料公司