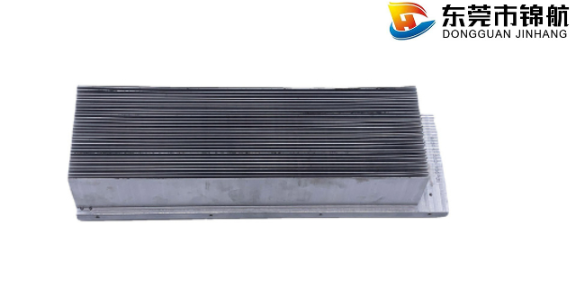
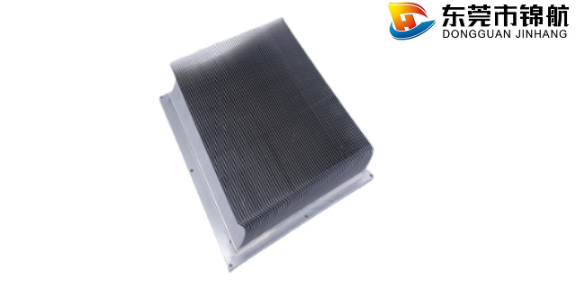
型材散热器以铝合金为主要基材,主要加工工艺为挤压成型,该工艺决定了其结构规整性与批量生产优势。挤压成型前,需将铝合金棒材(常用 6063、6061 型号)加热至 500~550℃(接近铝合金的半熔融状态,屈服强度大幅降低),随后通过挤压机以高压(通常 30~50MPa)将高温铝棒推入定制的模具型腔中...
型材散热器基本参数
- 品牌
- 锦航
- 型号
- 型材散热器
- 加工定制
- 是
型材散热器企业商机
型材散热器以铝合金为主要基材,主要加工工艺为挤压成型,该工艺决定了其结构规整性与批量生产优势。挤压成型前,需将铝合金棒材(常用 6063、6061 型号)加热至 500~550℃(接近铝合金的半熔融状态,屈服强度大幅降低),随后通过挤压机以高压(通常 30~50MPa)将高温铝棒推入定制的模具型腔中。模具型腔按散热器的齿形、齿高、齿间距设计,铝棒在压力作用下充满型腔,形成连续的型材结构,再经牵引机拉伸出模具,冷却至室温(可采用风冷或水冷加速冷却,冷却速度控制在 5~10℃/min,避免型材变形)。冷却后的型材需进行定尺切割(精度 ±0.5mm),随后通过数控铣削加工安装孔、定位槽等细节结构。部分高级产品还会进行时效处理(6063 铝合金通常在 175℃下保温 8~12 小时),通过析出强化提升型材的硬度(从 HB40 提升至 HB80 以上)与力学性能。挤压工艺的优势在于可批量生产(每小时产量可达 100~300 米)、齿形一致性高(误差≤0.1mm)、成本低,尤其适合直齿、梳齿等规则结构的散热器,是消费电子、汽车电子等大批量应用场景的优先选择工艺。散热器的外观设计也是游戏玩家等的一种选择因素,以满足个性化的需求。安徽铲齿型材散热器设计

还在为设备高温 “” 烦恼?型材散热器,以科技解锁散热新境界!铝合金材质兼具轻盈体态与强悍导热性能,密度为铜的 1/3,散热效率却能实现 3 倍飞跃,真正做到 “轻装上阵,高效散热”。精密挤压工艺雕琢出的复杂鳍片结构,瞬间拓展 8 倍散热面积,热阻直降至 0.1℃/W,无论是 CPU 的高频运转,还是新能源电池的严苛工况,都能从容应对。从电子设备到工业重工,从日常使用到极端环境,型材散热器以耐腐耐用、100% 可回收的绿色属性,为您提供稳定可靠、环保节能的一站式散热方案。选择型材散热器,就是选择一份长久安心,让设备告别高温焦虑,始终保持状态! 长沙6063未时效型材型材散热器生产铲齿散热器可以帮助节省能源和降低成本。

从散热性能看,相同体积下(如 100mm×80mm×30mm),铲齿散热器因可做更密集的齿阵(齿间距 1mm vs 型材 1.5mm),散热面积比型材散热器大 20%~30%,热阻低 15%~20%;但型材散热器的结构一致性更好(齿高误差≤0.1mm vs 铲齿 0.2mm),长期使用中灰尘堆积风险更低(直齿比斜齿更易清洁)。从应用场景看,大批量、低成本、规则齿形需求选型材散热器(如消费电子充电器、LED 灯管,年产量≥10 万件);小批量、定制化、高热效率需求选铲齿散热器(如工业变频器、高级服务器,年产量≤1 万件);户外或粉尘多的场景优先选型材散热器(直齿易清洁,维护成本低);空间受限、需复杂齿形的场景选铲齿散热器(如小型化医疗设备)。
型材散热器的结构设计直接影响散热效率,关键设计要素包括齿形、齿高、齿间距、底座厚度,各参数需结合冷却方式(自然对流 / 强制风冷)与安装空间动态调整,形成散热方案。齿形以直齿为主,结构简单且挤压成型难度低,气流阻力小,适用于大多数场景;部分特殊场景会采用梯形齿(齿根宽、齿尖窄),提升齿根强度(避免运输中折断),但散热面积比同高度直齿减少 5%~8%。齿高与散热面积正相关,但需匹配冷却方式:自然对流场景下,齿高通常 8~15mm(过高会导致气流上升阻力增大,反而降低对流效率),此时散热面积主要依赖增加齿数;散热器需要清洗,以保持机器内部通风良好。

型材散热器的热仿真优化流程已形成标准化体系。首先建立三维模型,定义材料属性与边界条件(如环境温度 25℃,风速 3m/s),然后通过 CFD 软件计算温度场分布,识别热点区域。针对热点,可局部增加鳍片密度或采用高导热材料镶嵌,使温度降低 8-12℃。通过样机测试验证(如红外热成像),确保仿真误差控制在 5% 以内。小型化型材散热器在消费电子中应用非常广。笔记本电脑的 CPU 散热器常采用扁平式型材,厚度只 3-5mm,通过 0.3mm 厚的超薄鳍片(间距 1mm)实现高效散热。为适应狭小空间,基板与鳍片采用激光焊接(焊缝宽度 0.2mm),确保结合强度的同时减少热阻。部分产品集成热管(直径 3-6mm),将热量从 CPU 传导至散热器,解决局部高热流问题。散热器的应用方法比较容易,只需要将其与电脑设备连接就行。长沙6063未时效型材型材散热器生产
散热器可以让电脑设备的工作效率更高,更好。安徽铲齿型材散热器设计
型材散热器在电力电子领域的选型需精确匹配器件热特性。以 IGBT 模块为例,其热流密度常达 50-100W/cm²,需搭配基板厚度≥5mm 的型材散热器,通过增大热扩散路径降低热点温度。6063 铝合金因导热系数(201W/(m・K))与成本平衡,成为主流选择,而在高频工况下,含硅量 0.4%-0.8% 的合金可减少涡流损耗,提升散热稳定性。设计时需计算临界热阻,公式为 R≤(Tjmax-Ta)/P,其中 Tjmax 为器件结温上限,Ta 为环境温度,P 为功耗,确保热阻余量≥20%。安徽铲齿型材散热器设计
与型材散热器相关的文章

安徽汽车型材散热器材质
- 安徽电子型材散热器生产 2025-12-28
- 苏州电子型材散热器厂家 2025-12-28
- 江苏CPU型材散热器报价 2025-12-28
- 湖南型材散热器优点 2025-12-28
- 六安电子型材散热器生产 2025-12-28
- 苏州铝型材型材散热器设计 2025-12-28
- 长沙6063未时效型材型材散热器材质 2025-12-28
- 太原新能源型材散热器材质 2025-12-28
- 广东水冷型材散热器 2025-12-28
- 昌平区光学型材散热器设计 2025-12-28
- 山西汽车型材散热器性能 2025-12-28
- 长沙型材散热器定制 2025-12-28
与型材散热器相关的产品

与型材散热器相关的新闻
-
昌平区铜料型材散热器设计 2025-12-27 15:05:10在繁忙的办公室中,一个舒适的工作环境对于提升工作效率至关重要。型材散热器,以其高效散热和静音设计,成为了办公室的舒适伙伴。型材散热器能够快速将热量散发到办公室的各个角落,为员工创造一个温暖舒适的工作环境。它的散热效率高,能够在短时间内提升室内温度,让员工远离寒冷的困扰,更加专注于工作。同时,型材散热...
-
安徽水冷型材散热器优点 2025-12-27 17:05:08型材散热器的挤压工艺决定了其结构连续性与尺寸精度。生产时,金属坯料在高温高压下通过模具挤出,形成一体化的鳍片与基板结构,避免了组装式散热器的接触热阻问题。模具设计需精确计算鳍片厚度(通常 0.8-2mm)与高度(10-100mm),以匹配不同功率器件的散热需求。对于大功率场景,可通过镶嵌铜块或复合铝...
-
广东新能源型材散热器设计 2025-12-27 06:04:47底座热阻(占总热阻 10%~15%)是热量从底座接触面传导至齿根的阻力,降低策略包括:选用高导热材质(如 6063 铝合金优于 6061);增加底座厚度(中高功率场景 5~8mm),减少温度梯度;优化底座与齿根的过渡结构(采用圆弧过渡,避免热流收缩导致的局部热阻升高)。齿阵热阻(占总热阻 15%~2...
-
东莞CPU型材散热器生产 2025-12-27 14:04:52在繁忙的办公室中,一个舒适的工作环境对于提升工作效率至关重要。型材散热器,以其高效散热和静音设计,成为了办公室的舒适伙伴。型材散热器能够快速将热量散发到办公室的各个角落,为员工创造一个温暖舒适的工作环境。它的散热效率高,能够在短时间内提升室内温度,让员工远离寒冷的困扰,更加专注于工作。同时,型材散热...
与型材散热器相关的问题
新闻资讯
产品推荐
-

广东汽车铲齿散热器
2025-12-28 -
苏州铝型材型材散热器设计
2025-12-28 -
长沙6063未时效型材型材散热器材质
2025-12-28 -
太原新能源型材散热器材质
2025-12-28 -

广东水冷型材散热器
2025-12-28 -

昌平区光学型材散热器设计
2025-12-28 -
山西汽车型材散热器性能
2025-12-28 -

热管铲齿散热器性能
2025-12-28 -

惠州汽车铲齿散热器报价
2025-12-28