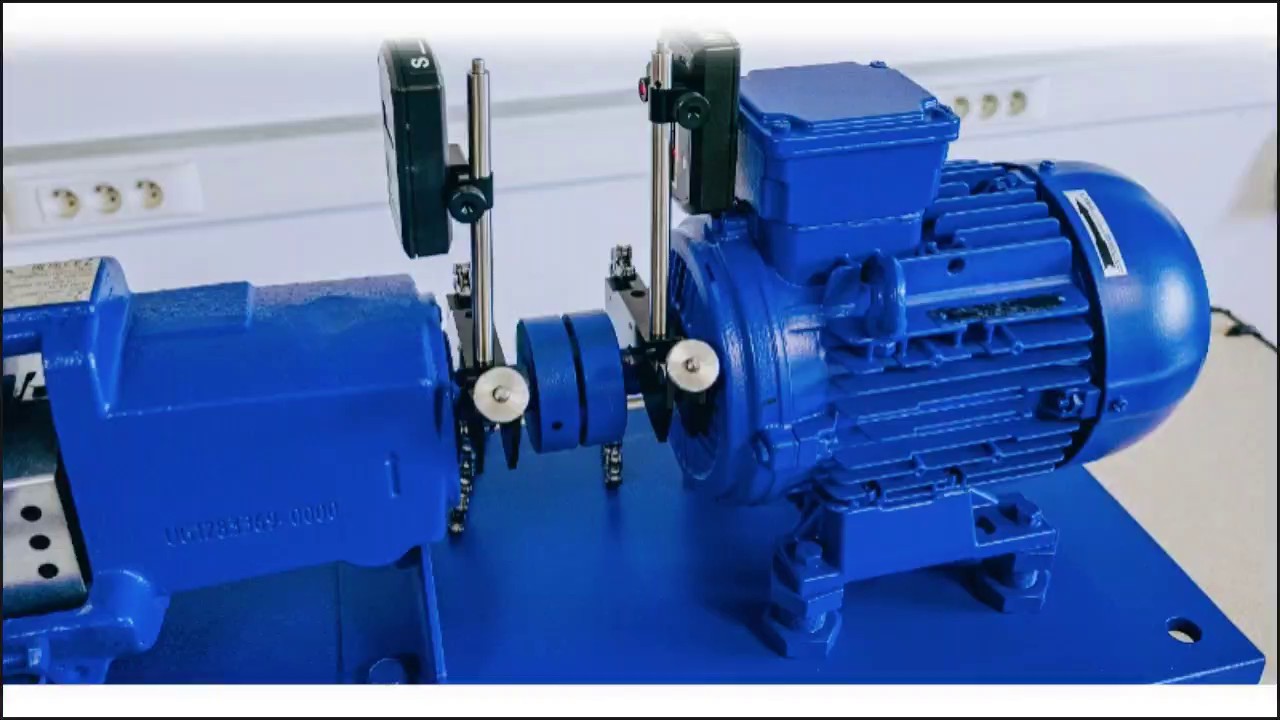

操作流程与数据解读数据采集:ASHOOTER激光对中仪安装双振动传感器于联轴器两侧,确保与激光测量基准一致。采集设备空载、负载、变速等多工况下的振动数据(建议每个工况采集3组以上)。特征提取:幅值分析:对比ISO10816-3标准,判断1X幅值是否超标(如电机≤,齿轮箱≤)。相位分析:检查联...
轴找正仪基本参数
- 品牌
- ASHOOTER
- 型号
- AS500
- 类型
- 激光
- 产品认证
- GE
- 加工定制
- 是
轴找正仪企业商机
ASHOOTERAS500的配件主要包括夹具系统、辅助工具等,具体如下:主机单元配件:包含AS500显示终端(含7英寸电容触控屏,分辨率1024×600)、激光发射单元(635nm半导体激光,功率<1mW,Class2级安全标准)。夹具系统:标准夹爪:适配轴径φ30-150mm,含快速锁紧机构,锁紧力≥80N・m。延长杆组件:用于轴径>150mm或联轴器间距>500mm的场景,精度衰减<。辅助工具:充电底座:支持快充模式。工业级三脚架:高度可调,承重15kg。精密水平仪:精度±。此外,ASHOOTERAS500还标配V形支架、链条(适用Ø20-250mm轴)、不锈钢固定杆。同时,可根据需求选配立体声耳机用于机械听诊。 如何使用AS500旋转轴校心仪进行校准操作?轴找正仪用途
轴找正仪
五轴叶轮加工中心校准某航空航天企业五轴叶轮加工中心因A轴旋转精度下降,导致叶片型面误差超标。使用ASHOOTER进行校准:激光对中:检测A轴回转轴心在Y方向偏差0.025mm,通过调整转台支撑轴承位置消除偏差。热成像监测:发现主轴前轴承温度异常升高(75℃vs正常50℃),结合振动分析判定轴承预紧力不足,重新调整后温度恢复正常。动态补偿:针对叶轮高速旋转时的离心力变形,ASHOOTER生成冷态预调整方案,使叶片加工轮廓误差从±0.04mm控制在±0.01mm以内,加工效率提升15%。设备轴找正仪调试汉吉龙轴对中验证仪的双重检测技术:激光 + 传感器交叉验证。

多轴联动动态响应优化在多轴联动加工中,ASHOOTER的动态补偿算法可修正设备运行中的热变形与机械间隙:热膨胀预调整:根据机床材料热膨胀系数(如钢:11×10⁻⁶/℃),提前计算冷态预调整量。例如,某高温合金加工机床在80℃运行时,ASHOOTER自动调整Z轴丝杠预拉伸量,使热态定位误差从0.05mm降至0.01mm。反向间隙补偿:通过振动分析模块检测伺服轴反向间隙,结合激光对中数据生成补偿参数。例如,某车铣复合机床B轴反向间隙从0.04mm补偿至0.005mm,加工螺旋槽时螺距误差从±0.03mm改善至±0.008mm。
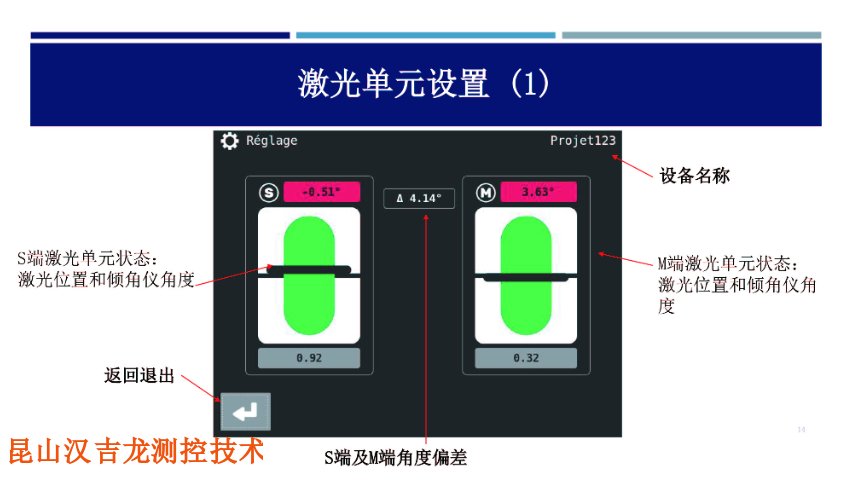
ASHOOTERAS500主要有激光对中、红外热成像、振动分析、智能操作与数据处理等功能模块,具体如下:激光对中模块:采用635-670nm半导体激光发射器与30mm高分辨率CCD探测器,测量精度可达±。配备线激光发射技术,分辨率为1µm,比较大测量距离10m,激光等级为2(<1mW)。传感器内置数字倾角仪,精度为°,可实时获取设备倾斜角度数据,支持软脚检测与冷态预置偏差量计算,能确保测量结果不受环境干扰。红外热成像模块:集成FLIRLepton160×120像素红外热像仪,热灵敏度<50mK,测温范围为-10℃~400℃,精度为±2%或±2℃。支持铁红、彩虹、黑白三种成像模式,温度单位可在℉和℃之间选择。还搭配了500万像素可见光摄像头,可同步检测设备表面温度分布,实时确定热点区域,与激光对中数据联动验证,帮助发现如轴承过热、电机绕组短路等隐蔽故障。振动分析模块:配备ICP/IEPE加速度计,灵敏度为100mV/g,频率响应范围是,可测量10~1000Hz振动速度(mm/s)以及1000~14kHz加速度(g)等参数。支持时域波形与FFT频谱分析,内置BALISHOOTER®自动诊断软件,能通过分析振动频谱和时域波形,精细识别不平衡、不对中、轴承磨损等机械故障。ASHOOTER激光对中仪在精密机床安装中的关键作用?

激光轴同心度检测仪(如ASHOOTER系列)的测量误差计算需结合设备原理、测量参数及误差来源,通过多维度分析评估,**终得到综合误差结果。以下从误差来源、计算步骤、关键参数及实例说明四部分详细介绍:一、测量误差的**来源激光轴同心度检测仪的测量误差由系统误差、随机误差和环境误差共同构成,具体包括:系统误差:设备固有精度(如激光波长稳定性、CCD探测器分辨率)、夹具安装偏差(夹爪与轴的同心度误差)、基准轴校准偏差等。随机误差:多次测量中因振动、气流扰动、操作手法细微差异导致的数值波动。环境误差:温度变化(导致工件/设备热胀冷缩)、湿度(影响激光传播)、电磁干扰(影响传感器信号)等。三、实例说明以ASHOOTERAS500测量某钢轴(长度L=500mm)为例:标准件对比:标准轴径向偏差,测量值→Δ_系统_r=。5次重复测量径向偏差:、、、、→μ_r=,σ_r≈→Δ_随机_r=3×≈。环境温差Δt=5℃→Δ_T=×10⁻⁶/℃×500mm×5℃≈→Δ_环境_r≈。总径向误差=√(²+²+²)≈。四、注意事项优先通过标准件校准(如已知偏差的精密轴)验证设备误差,减少系统误差影响。多次测量时需保持环境稳定(温度波动≤2℃,振动≤),降低随机误差和环境误差。轴对中激光仪如何解决 “软脚” 问题对中误差?法国轴找正仪现状
SYNERGYS轴对中激光仪的电池续航与现场作业时长优化。轴找正仪用途
对比传统方法的***优势1.效率提升与成本降低校准时间压缩:传统百分表法校准五轴机床需8-12小时,而ASHOOTER通过3D动态视图引导与自动计算功能,将时间缩短至2-4小时。例如,某汽车零部件厂使用ASHOOTER校准车铣复合机床,单次停机损失从5万元降至万元。维护成本优化:多维度诊断减少计划外停机,例如某模具厂使用ASHOOTER后,主轴轴承更换周期从6个月延长至18个月,年维护成本节省约30万元。2.复杂场景适应性无线传感器与IP54防护:摆脱线缆束缚,可在狭小空间(如机床电主轴内部)或粉尘环境中作业。例如,某风电设备加工车间使用ASHOOTER校准大型立式车床C轴,避免了传统线缆连接易受干扰的问题。长轴距高精度兼容:支持20米以上长跨距对中,适用于龙门铣床、落地镗床等大型设备。例如,某重型机床厂使用ASHOOTER校准6米长X轴导轨,直线度误差从降至,加工大型箱体平面度误差从改善至。 轴找正仪用途
与轴找正仪相关的文章
与轴找正仪相关的产品



与轴找正仪相关的新闻
-
振动轴找正仪哪里买 2025-12-29 19:05:14产品优势:操作简便:界面图形显示,向导式操作,对中过程简单、快捷,还有 3D 动画同步实时显示,过程直观、明确。测量精细:配备高精度激光传感器,测量分辨率高,能实现精细对中检测。续航持久:具有快速充电技术,充电半小时可工作 6 小时,部分型号续航能力可达 8 小时,满足工业场景需求。应用领域:***应...
-
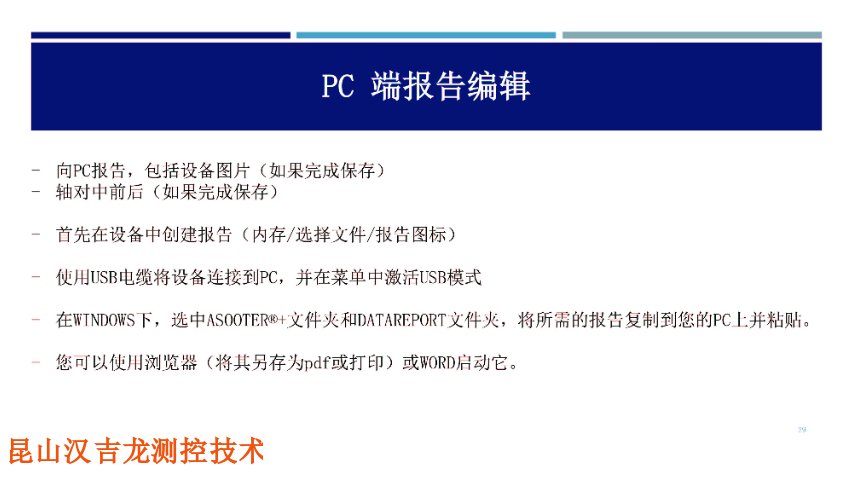
江苏CCD轴找正仪 2025-12-29 19:05:14预测性维护与数据管理能力AS500通过多源数据融合实现设备健康状态的全周期追踪:智能报告生成:内置故障数据库与算法模型,可根据对中偏差、温度热点、振动频谱自动生成诊断报告,标注“需立即调整”“定期监测”等维护建议,并支持USB/蓝牙导出对接企业CMMS系统。例如,某电机检测中,振动频谱显...
-
振动轴找正仪怎么用 2025-12-29 05:04:24汉吉龙轴对中调整仪主要为ASHOOTER系列激光轴对中系统,由法国SY技术公司研发,昆山汉吉龙测控技术有限公司为中国区总代理及亚太区售后服务中心搜狐网。该系列产品凭借高精度、智能化等特点,广泛应用于多个工业领域。以下是具体介绍:技术原理:采用635-670nm半导体激光器与30mm高分辨...
-
汉吉龙测控轴找正仪电话 2025-12-29 00:14:26ASHOOTER系列激光轴对中系统的**技术融合了高精度激光测量、多维度状态监测与智能算法,形成了从几何精度到动态健康管理的全链条解决方案,具体包括以下六大**技术模块:一、双模激光传感系统技术构成:采用635-670nm半导体激光器与30mm高分辨率CCD探测器(分辨率),结合数字倾角...
与轴找正仪相关的问题
新闻资讯
产品推荐
-
四川工厂轴找正仪
2025-12-30 -
工厂轴找正仪怎么样
2025-12-30 -

电机激光对中仪器怎么样
2025-12-30 -

教学轴找正仪多少钱
2025-12-30 -
青海CCD轴找正仪
2025-12-30 -

江苏耦合轴找正仪
2025-12-30 -
河北电机轴找正仪
2025-12-30 -
教学轴找正仪厂家排名
2025-12-30 -
AS100激光对中仪器厂家
2025-12-30