- 品牌
- 世展
- 型号
- 齐全
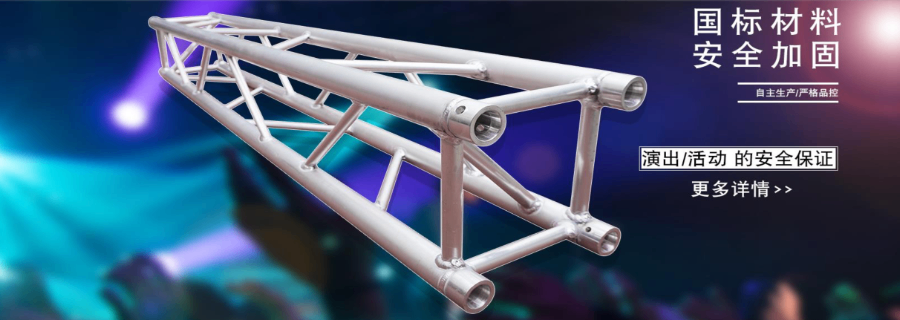
横杆作为雷亚架的水平连接构件,主要用于连接相邻立杆,形成稳定的框架结构。横杆的两端配备有与圆盘节点适配的插头,插头通过精密加工保证与连接孔的紧密贴合,安装时通过楔形销或螺栓固定,实现快速装配与拆卸。横杆的长度根据立杆间距需求设计,常见规格在0.6米至2.4米之间,部分特殊场景可定制非标长度。质量横杆在生产过程中会经过平直度检测和承载力测试,确保其在水平方向能够有效分散荷载,避免结构局部受力不均。避免结构局部受力不均可通过对接套管进行连接,对接处的圆盘节点需对齐,保证横杆和斜杆的安装精度。湖北定制雷亚架厂

材料检查与验收是雷亚架安装前的重要准备工作,直接关系到结构的安全性能。施工团队需要对所有进场的构件进行***检查,包括立杆、横杆、斜杆、圆盘节点等**构件以及底座、顶托等辅助组件。检查内容主要包括构件的规格尺寸是否符合设计要求,表面是否存在锈蚀、变形、裂缝等缺陷,焊缝是否饱满无缺焊,连接插头和楔形销是否完好。对于钢材构件,还需要检查镀锌层是否均匀,有无脱落现象;对于铝合金构件,需检查阳极氧化层的质量。所有构件经检查合格后方可投入使用。雷亚架舞台进一步提升抗震、抗风性能,同时降低构件重量 6%-9%。

适合小批量、个性化的特种托盘生产。2.轻量化与**度工艺的协同优化轻量化是铝合金托盘的**优势,未来将通过材料创新与结构优化进一步提升轻量化水平。在材料方面,研发新型**度铝合金合金,如铝锂合金、铝钪合金,在提升强度的同时降低密度,预计未来5年新型合金托盘的重量可再降低15%-20%;在结构方面,采用拓扑优化设计,通过有限元分析软件优化托盘的支撑结构,在保证承载能力的前提下减少材料用量,如采用蜂窝状面板、空心支撑脚等结构,提升材料利用率。此外,复合成型工艺的融合应用将成为趋势,如挤压-锻造复合工艺、冲压-焊接复合工艺,结合不同工艺的优势,实现产品强度与轻量化的平衡。例如,采用挤压成型的横梁与锻造的支撑脚组合,既保证了托盘的整体轻量化,又提升了关键部位的承载能力。3.绿色制造工艺的***推广在“双碳”目标**下,绿色制造将成为铝合金托盘制造工艺的**发展方向。再生铝的利用率将持续提升,预计2030年达到60%以上,同时优化再生铝的熔炼工艺,采用节能型感应炉、余热回收系统,降低单位产品能耗;表面处理工艺将向环保化转型,推广无铬钝化、水性涂料喷涂、电泳涂漆等低污染工艺,减少VOC与重金属排放;生产过程中加强废料回收利用。
圆盘节点是雷亚架的技术**,其设计直接决定了结构的连接强度和稳定性。圆盘通常采用厚度 8-12 毫米的钢板冲压成型,表面经过镀锌处理防锈蚀,中心与立杆垂直焊接,焊接处通过探伤检测确保牢固性。每个圆盘上的连接孔采用精细钻孔工艺加工,孔径与横杆、斜杆的插头尺寸严格匹配,保证连接后的紧密性。圆盘节点的 8 孔设计使其能够在 360 度范围内实现构件连接,无论是搭建直线框架还是弧形结构,都能通过调整连接角度满足需求,体现了模块化设计的优势。按照设计的立杆间距,将横杆两端的插头插入相邻立杆的圆盘节点连接孔中。

大型企业逐步引入数字化加工系统,通过CAD/CAM软件实现设计与加工的无缝对接,减少人工干预。同时,采用在线检测技术(如激光测距仪、三坐标测量仪)对加工过程进行实时监控,及时调整加工参数,确保产品精度一致性。2.表面处理工艺的多元化应用铝合金托盘的表面处理工艺主要分为三大类,根据应用场景的腐蚀环境、美观需求选择适配方案:阳极氧化处理是目前应用*****的表面处理方式(市场占比达60%),其工艺流程为:脱脂→碱洗→中和→阳极氧化→封孔。通过阳极氧化可在托盘表面形成一层厚度为10-20μm的氧化膜,硬度可达HV300-500,耐腐蚀性***提升,同时可通过电解染色实现不同颜色(如银色、黑色、金色),满足美观需求。对于海洋运输、化工等腐蚀环境较严重的场景,可采用硬质阳极氧化处理,氧化膜厚度提升至30-50μm,耐腐蚀性与耐磨性进一步增强。喷涂处理适用于对美观度要求较高的托盘,市场占比约25%,主要包括粉末喷涂与液体喷涂。粉末喷涂工艺为:脱脂→磷化→静电喷涂→固化(180-200℃,15-20分钟),涂层厚度为50-80μm,具有良好的耐腐蚀性与装饰性,颜色选择丰富,且环保无污染(无挥发性有机物排放)。液体喷涂则采用氟碳漆、聚氨酯漆等涂料。上部结构安装完成后,需对整体结构进行检查,确保各构件连接紧密,结构稳定。上海定制雷亚架
然后,按照施工规划的立杆位置,将底座固定在地面上。湖北定制雷亚架厂
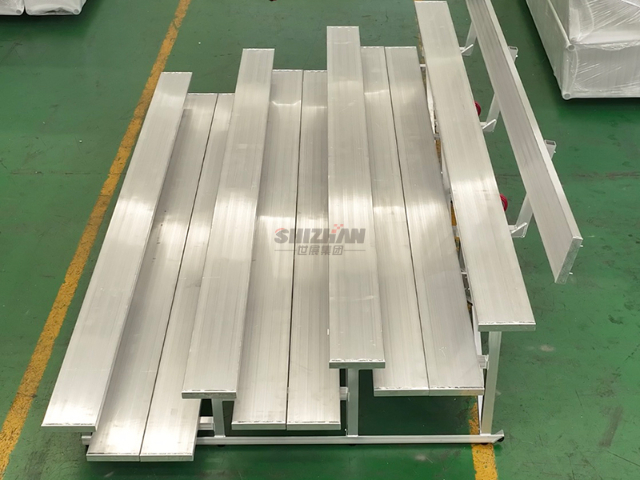
3.形成连续的型材结构挤压成型式工艺:轻量化与规模化的**优解挤压成型式工艺通过挤压机将铝合金坯料从模具型腔中挤出,,再经切割、组装制成托盘,适用于轻量化、标准化的中小型托盘,市场占比约12%。其**流程如下:第一步:挤压模具设计。根据托盘的型材截面形状(如U型横梁、中空面板)设计挤压模具,模具需采用耐热合金材料制造,内部设有合理的导流结构,确保金属流动均匀。第二步:坯料预热与挤压。将铝合金铸锭加热至420-500℃,放入挤压机的挤压筒内,通过挤压杆施加压力(通常为100-500MPa),使坯料从模具出口挤出,形成连续的铝型材。挤压速度控制在2-10m/min,速度过快易导致型材表面粗糙,速度过慢则降低生产效率。第三步:型材冷却与矫直。挤压后的型材立即进行在线冷却(风冷或水冷),控制冷却速度使型材获得均匀的组织结构。冷却后的型材通过矫直机进行矫直处理,消除弯曲、扭曲等变形,确保直线度误差≤1mm/m。第四步:切割与组装。根据托盘尺寸将型材切割成对应长度,通过螺栓连接、角件固定等方式组装成型,部分产品可采用少量焊接增强连接强度。挤压成型的型材结构可实现中空设计,在减重20%-30%的同时,保持良好的承载性能。 湖北定制雷亚架厂
江苏世展集团有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的传媒、广电中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来江苏世展集团供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

铝合金材质的雷亚架是行业发展的重要创新,其以轻质**的特性逐渐受到市场青睐。铝合金雷亚架采用 6061 或 6063 系列铝合金,通过挤压成型工艺制造立杆、横杆等构件,该工艺能保证构件的尺寸精度和结构一致性。铝合金的表面处理主要采用阳极氧化工艺,形成坚硬的氧化膜,不仅具备良好的抗腐蚀性能,还能根据需求定制不同颜色。与钢材雷亚架相比,铝合金产品的自重可降低 30%-50%,运输和安装效率***提升,但成本相对较高,主要适用于对设备便携性要求高的场景。配合智能检测系统,实时监控构件应力变化,从源头保障使用安全。浙江雷亚架尺寸某跨江大桥施工项目中,采用了重型钢材雷亚架作为现浇箱梁的模板支撑系统。该项...
- 湖州雷亚架供应商 2026-03-18
- 衢州雷亚架 2026-03-18
- 泰州定制雷亚架供应商 2026-03-18
- 福州雷亚架价格 2026-03-18
- 安徽雷亚架价格 2026-03-17
- 湖州定制雷亚架报价 2026-03-17
- 盐城雷亚架 2026-03-16
- 山东定制雷亚架供应商 2026-03-16
- 衢州雷亚架送货上门 2026-03-16
- 湖北雷亚架报价 2026-03-16






- 南京拼装舞台价格 05-03
- 折叠桁架 05-03
- 铝合金桁架truss架 05-03
- 天津桁架批发商 05-03
- 镇江定制桁架厂家直销 05-03
- 浙江定制脚手架多少钱一米 05-03
- 上海400铝合金桁架 05-03
- 台州脚手架品牌 05-03
- 淮安造型舞台 05-02
- 扬州演唱会舞台质量好 05-02