- 品牌
- 齐鲁利信
- 型号
- 齐全
- 可售卖地
- 全国
螺杆设计与转速优化:螺杆的设计要与所加工的物料特性和生产工艺相匹配。不同的螺杆结构,如螺纹形状、螺槽深度、压缩比等,对物料的输送、熔融、塑化和挤出压力有不同的影响。例如,对于含有较多填充剂的物料,需要采用具有较大压缩比和较强剪切能力的螺杆。螺杆转速的优化也至关重要,转速应在保证物料充分塑化和稳定挤出的前提下,尽可能提高生产效率。通过实验和生产经验积累,确定针对不同配方和产品要求的较好螺杆转速范围。山东利信一步一个脚印,把更好的PVC板材带给每一个客户。烟台PVC硬质塑料板定做
通过实验测试,当使用密度为1.40g/cm³的PVC硬板作为隔音材料时,对某一频率的噪音衰减量可能为20dB;而当使用密度为1.55g/cm³的PVC硬板时,噪音衰减量可达到25dB以上。此外,PVC硬板的隔音性能还可以通过特殊的结构设计,如采用多层复合结构、添加吸音材料等方式进一步增强。由于具有较高的硬度和相对紧密的分子结构,PVC硬板具备一定的耐磨性。在一些需要承受摩擦的应用场景中,如工业生产中的输送带、地面防护板,以及建筑领域的楼梯踏步板、仓库地面材料等,PVC硬板能够经受长期的磨损而不易损坏。菏泽硬质PVC板定做利信PVC板材具有耐高温、不变形、防水、防火、耐酸碱、绝缘、环保、耐候性等特点。

在电子行业,PVC 硬板常用于制作印刷电路板基板、电子设备外壳等。对于印刷电路板基板,要求材料具有良好的绝缘性能、尺寸稳定性和一定的机械加工性能。此时,密度在 1.43 - 1.50g/cm³ 的 PVC 硬板较为适用。适中的密度可以保证材料内部结构均匀,减少电子传导过程中的干扰,同时在电路板制作过程中的钻孔、蚀刻等加工工艺中,能够保持尺寸精度,确保电路板的性能稳定。对于电子设备外壳,除了绝缘性能外,还需要考虑材料的阻燃性和外观质量。一般会选择密度在 1.45 - 1.55g/cm³ 的 PVC 硬板,较高的密度有助于提高材料的整体性能,使其在满足绝缘和阻燃要求的同时,具备一定的强度和硬度,保护内部电子元件,并且可以通过表面处理获得良好的外观效果。
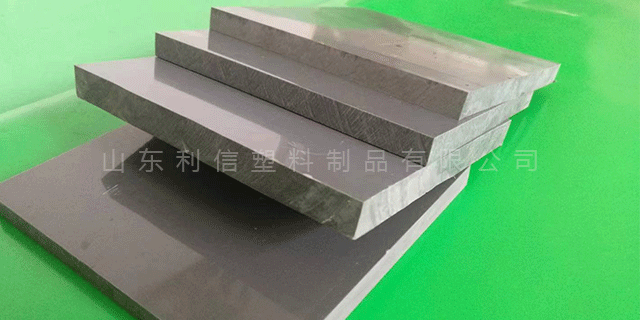
PVC硬板的厚度规格丰富多样,这是为了满足不同领域对其性能和功能的多样化需求。其厚度的划分通常基于生产工艺的可行性、材料性能的发挥以及实际应用场景的要求。从整体范围来看,PVC硬板的厚度涵盖了从极薄的0.5毫米到较厚的50毫米甚至更厚的区间,不同厚度的板材在物理性能、加工难度和适用场景上都存在明显差异。在生产过程中,厚度的控制需要精细的工艺参数调节。对于较薄的PVC硬板,通常采用压延成型工艺,通过精密控制辊筒的间隙和转速来保证厚度的均匀性;而较厚的PVC硬板则更多依赖挤出成型工艺,通过调整挤出机的螺杆转速、熔体压力和模具结构来实现所需厚度。山东利信在PVC基取槽工程用板方面有着近10年生产、加工经验。
模具挤出:熔融塑化后的物料通过螺杆的推送,进入挤出模具。挤出模具的形状和尺寸决定了 PVC 硬板的形状和规格。模具内部设有流道,物料在流道中流动时,受到模具壁的约束和剪切,逐渐形成与模具型腔一致的板状。在挤出过程中,要严格控制挤出压力和挤出速度,使其保持稳定。挤出压力一般在 5 - 20MPa,挤出速度根据板材的厚度和宽度要求进行调整,通常在 0.5 - 5 米 / 分钟。挤出压力不稳定可能导致板材厚度不均匀,挤出速度过快可能使板材表面出现缺陷,如粗糙、气泡等。利信板材以优惠的市场价格赢得市场。广东硬质PVC板定制尺寸
利信的每一件产品都以完美姿态走进市场,走向大众。烟台PVC硬质塑料板定做
物料熔融塑化:将混合均匀的物料加入到已预热好的挤出机料斗中,物料在重力作用下进入料筒。在料筒内,物料受到螺杆的旋转推动和料筒的加热作用,逐渐向前移动并升温熔融。螺杆的结构和转速对物料的熔融塑化效果起着关键作用。螺杆通常分为加料段、压缩段和计量段,加料段负责将物料输送至压缩段,压缩段通过逐渐减小螺槽深度对物料进行压缩和剪切,使物料进一步升温熔融,计量段则控制物料的挤出量和挤出压力。螺杆转速一般在 30 - 120 转 / 分钟,转速过快可能导致物料塑化不均匀,甚至因剪切生热过高而使物料分解;转速过慢则会影响生产效率。烟台PVC硬质塑料板定做
- 深圳PVC硬质塑料板生产厂家 2026-05-05
- 佛山PVC硬质塑料板多少钱 2026-05-05
- 珠海PVC硬板价格 2026-05-05
- 聊城硬质PVC板 2026-05-04
- 肇庆PVC硬质塑料板价格 2026-05-04
- 惠州PVC塑料硬板 2026-05-04
- 惠州硬质PVC板多少钱 2026-05-04
- 海南硬质PVC板定制 2026-05-03
- 昆山PVC硬质塑料板多少钱一平方 2026-05-03
- 深圳PVC塑料硬板定制尺寸 2026-05-02
- 聊城PVC塑料硬板定制尺寸 2026-05-01
- 黑龙江PVC硬板价格 2026-05-01