AS 泵轴热补偿对中升级仪为例,其温度传感器的测量精度可达 ±0.1℃,热补偿算法能够精确计算出不同温度下泵轴的热膨胀量,误差控制在 ±0.01mm 以内。在实际应用中,对于一台工作温度在 80℃ - 120℃之间的高温油泵,使用传统对中仪进行对中后,运行时轴系偏差较大;而采用 AS 泵轴热补偿对中...
泵轴热补偿对中仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER,SYNERGYS
- 型号
- 爱司500
- 类型
- 气体检漏仪
- 电源
- 220
- 加工定制
- 是
- 重量
- 1
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
泵轴热补偿对中仪企业商机
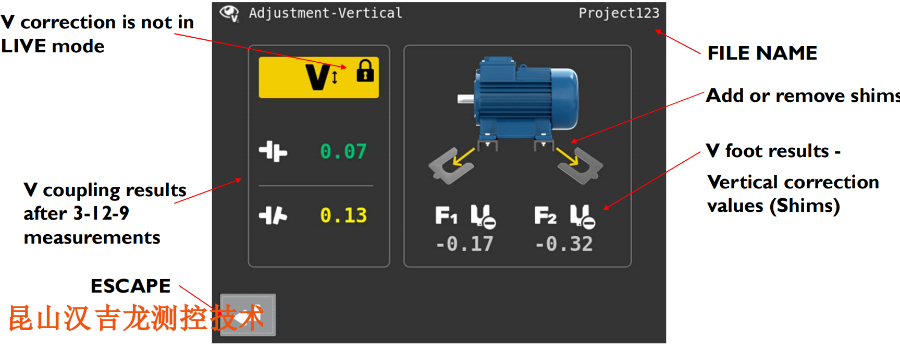
动态运行验证:对比热态振动与对中偏差趋势设备轴系对中偏差会直接反映在振动数据中,可通过振动监测间接验证热补偿效果:振动数据对比在未启用热补偿模式时,记录设备热态运行时的振动值(重点关注径向振动速度≤),标记因热变形导致的振动异常频段(如2倍转频振动超标)。启用SYNERGYS热补偿模式,按其推荐的冷态补偿量调整对中后,再次记录热态运行振动数据。若热补偿模式准确,热态振动值应***降低(如2倍转频振动降幅≥30%),且振动趋势与对中偏差改善一致。温度-对中偏差关联性分析连续采集设备运行时的温度曲线(关键部位温度随时间变化)和对中偏差曲线(由SYNERGYS实时输出),通过数据分析工具(如Excel、MATLAB)验证两者的关联性:温度升高时,对中偏差的变化方向(如电机侧温度高于泵侧时,电机轴是否按预测向泵侧偏移)是否符合设备热变形规律(如金属热胀系数导致的线性膨胀);计算温度每升高10℃时的对中偏差变化量,与理论热变形计算值(基于设备材质、尺寸的热胀公式:ΔL=α×L×ΔT,α为线胀系数)对比,偏差应≤10%。哪个型号的AS热膨胀智能对中仪更适合高温环境下的轴对中?傻瓜式泵轴热补偿对中仪找正方法

在对传统对中仪进行改造以新增热补偿功能时,主要从硬件和软件两方面入手。硬件方面,在传统对中仪的基础上,集成高精度温度传感器,并优化数据传输线路,确保温度数据能够快速、准确地传输到对中仪主机。同时,对主机的处理器进行升级,提高数据处理能力,以满足热补偿算法对大量数据实时运算的需求。软件方面,开发全新的热补偿控制软件,该软件与传统对中测量软件深度融合,具备友好的操作界面。操作人员可以方便地输入设备参数、查看实时温度数据、热补偿计算结果以及**终的对中调整方案。软件还具备数据存储和分析功能,能够对历史测量数据进行保存和分析,为设备维护和故障诊断提供依据。设备泵轴热补偿对中仪定制AS热:膨胀智能对中仪操作界面的图标指引是否清晰易懂?
AS泵轴热补偿对中升级仪在实际应用中需结合设备特性、工况环境和操作流程,关注安装精度、环境适应性、模型匹配、操作规范等**问题,以确保热补偿效果和设备长期可靠性。装与校准:确保测量基准的准确性传感器布局合理性温度传感器需紧贴设备**热影响区(如轴承座、泵壳进出口法兰、电机端盖),避免安装在散热片、保温层外侧等非代表性区域;传感器线缆需固定牢固,减少振动导致的接触不良(建议采用不锈钢卡箍间距≤30cm固定)。激光测量单元(发射器与接收器)需与轴系同轴心安装,避免因安装偏斜导致的角度误差(可通过自带的水平气泡或倾角仪校准,水平度误差≤°);激光路径需避开遮挡物(如管道、阀门),确保光束无折射或散射干扰。冷态基准校准的严谨性冷态测量需在设备完全停机冷却至环境温度(通常停机≥8小时,温差≤5℃)时进行,避免残留温度导致初始偏差误判。需同步检测设备软脚问题(通过仪器软脚检测功能,单脚误差≤),软脚未消除会导致热态时设备姿态异常,直接影响补偿精度。
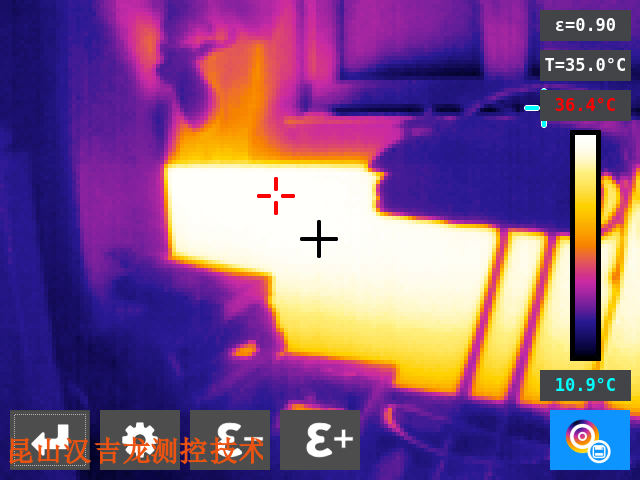
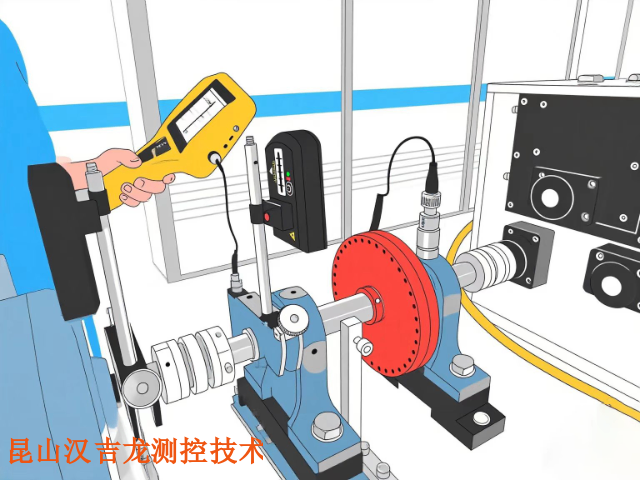
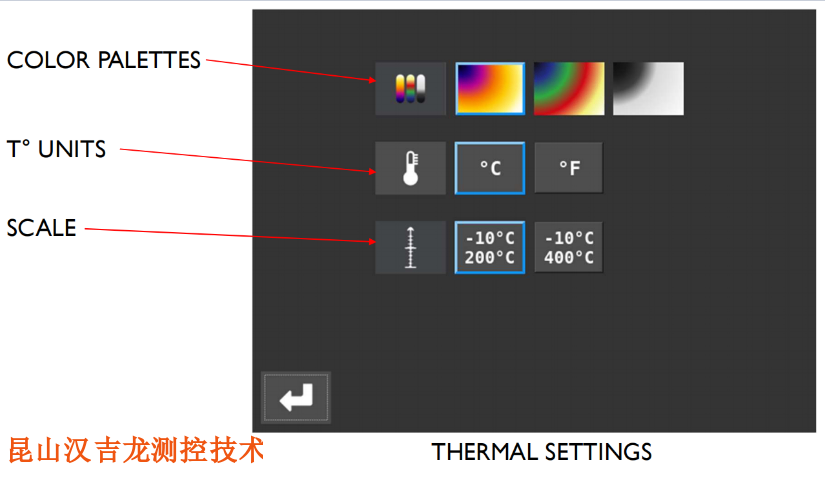
AS热膨胀智能对中仪有多个型号,以下是一些常见的型号及其特点:AS500激光精密对中校正仪:采用法国原厂激光传感技术,测量精度达±,角度测量精度为±°。集成了ICP/IEPE磁吸式加速度计,可同步采集振动速度、加速度及CREST因子等参数,拥有。还集成了红外热像仪,热灵敏度<50mK,测温范围在-10℃-400℃。通过双激光束实时监测设备热膨胀,自动修正冷态对中数据,热态偏差≤±。ASHOOTER激光轴对中仪:采用635-670nm半导体激光发射器与30mm高分辨率CCD探测器,测量精度达±。ASHOOTER+激光轴对中仪:是ASHOOTER的升级型号,可选配内置材质数据库,支持输入钢、铸铁等20多种材料的热膨胀系数,自动计算热态对中补偿值。AS100激光对中仪:价格相对较低,约为AS500的1/3,适合预算有限但需基础诊断功能的企业。具有激光对中以及基础振动分析功能,适应普通工业环境。 AS泵轴热补偿对中升级仪传统对中仪改造,新增热补偿功能。
作流程:规范测量与调整逻辑热态测量的时机选择热态数据采集需在设备稳定运行≥1小时后进行(确保温度场分布稳定),避免在启停机、负载波动阶段测量(此时温度与偏差未达稳态,数据无效)。需记录设备实际运行参数(如介质温度、压力、转速),与热补偿结果关联存档,便于后续分析工况对补偿效果的影响。调整过程的实时验证机械调整(如增减垫片、平移电机)需遵循“边调边测”原则,每次调整后等待5-10分钟(让设备姿态稳定),再通过激光单元确认偏差变化。禁止过度依赖自动补偿建议,需结合现场机械限位(如电机地脚螺栓调节范围)调整量值,避免超出物理可调范围。AS泵轴热补偿对中升级仪在实际应用中需要注意哪些问题?傻瓜式泵轴热补偿对中仪找正方法
AS热膨胀智能对中仪的价格大概是多少?傻瓜式泵轴热补偿对中仪找正方法
高精度要求的**制造设备半导体晶圆加工设备的主轴系统这类设备对温度变化极其敏感(如温度波动1℃可能导致晶圆定位偏差±2μm)。HOJOLO-SYNERGYS模式通过微分段补偿(如每10℃为一个补偿段)和实时温度场监测,例如:技术创新:集成红外热像仪(分辨率160×120像素),实时生成轴系温度分布云图,系统根据温度梯度动态调整补偿参数,在20-30℃范围内实现,满足晶圆切割±5μm的位置精度要求。精密机床的高速电主轴例如五轴联动加工中心的主轴(转速>20,000rpm),运行时轴承温升可达40℃以上。分段模式通过动态-静态双补偿机制,例如:补偿策略:静态对中时按预设温度段(20-30℃、30-40℃、40-50℃)补偿热伸长量,动态运行时结合振动传感器数据(频率范围10Hz-10kHz),实时修正补偿值,确保主轴径向跳动≤。 傻瓜式泵轴热补偿对中仪找正方法
与泵轴热补偿对中仪相关的文章

质量泵轴热补偿对中仪操作步骤
- 设备泵轴热补偿对中仪装置 2026-05-09
- 瑞典泵轴热补偿对中仪怎么用 2026-05-07
- 激光泵轴热补偿对中仪工作原理 2026-05-02
- 欧洲泵轴热补偿对中仪电话 2026-05-02
- 振动泵轴热补偿对中仪哪家好 2026-05-01
- AS100泵轴热补偿对中仪厂家排名 2026-05-01
- 自主研发泵轴热补偿对中仪 2026-05-01
- 租用泵轴热补偿对中仪使用视频 2026-04-27
- 法国泵轴热补偿对中仪现状 2026-04-26
- 租用泵轴热补偿对中仪操作步骤 2026-04-19
- AS500泵轴热补偿对中仪保养 2026-04-19
- 教学泵轴热补偿对中仪定做 2026-04-18
与泵轴热补偿对中仪相关的产品




与泵轴热补偿对中仪相关的新闻
-
原装进口泵轴热补偿对中仪厂家 2026-04-16 04:02:44AS热膨胀智能对中仪有多个型号,以下是一些常见的型号及其特点:AS500激光精密对中校正仪:采用法国原厂激光传感技术,测量精度达±,角度测量精度为±°。集成了ICP/IEPE磁吸式加速度计,可同步采集振动速度、加速度及CREST因子等参数,拥有。还集成了红外热像仪,热灵敏度<50mK,测...
-
国产泵轴热补偿对中仪哪家好 2026-04-15 02:02:30验证汉吉龙(HOJOLO)SYNERGYS热补偿对中仪模式的准确性,需要结合实验室校准、现场实测对比、数据逻辑验证和长期运行反馈等多维度方法,确保其热补偿算法、温度响应及对中结果的可靠性。以下是具体验证步骤和判断标准:一、实验室静态校准:模拟工况验证基础精度在受控环境中模拟温度变化和轴系...
-
新一代泵轴热补偿对中仪 2026-04-14 20:02:32AS泵轴热补偿激光校准仪在可视化热补偿过程方面具有***优势,能让调整更加直观,主要体现在以下几个方面:3D动态视图实时显示:AS校准仪配备,可通过3D动态视图实时展示轴对中状态。以绿、黄、红三色直观标记轴同心度偏差范围,操作人员能清晰掌握设备状态,如绿色表示偏差在允许范围内,黄色表示接近偏...
-
synergys泵轴热补偿对中仪怎么样 2026-04-13 22:03:23AS泵轴热补偿对中升级仪的应用,为工业企业带来了***的效益。一方面,提高了设备的运行稳定性,减少了因轴不对中导致的设备故障和停机时间,降低了维修成本。据统计,使用该升级仪后,设备的平均无故障运行时间可延长30%以上,维修费用降低20%-30%。另一方面,提升了生产效率,保障了生产的连续...
与泵轴热补偿对中仪相关的问题
新闻资讯
产品推荐
-

电机激光轴校准仪定做
2026-05-14 -

设备激光对中仪器技术参数
2026-05-14 -
三合一激光轴校准仪工作原理
2026-05-14 -
专业级激光对中仪器写论文
2026-05-14 -
山西激光对中仪器
2026-05-14 -

基础款激光对中仪器的作用
2026-05-14 -

设备激光轴校准仪厂家排名
2026-05-14 -

汉吉龙激光对中仪器演示
2026-05-14 -
原装进口激光对中仪器的作用
2026-05-14