型材散热器的表面处理技术直接影响散热效率。除常规阳极氧化(膜厚 5-15μm)外,微弧氧化技术可形成多孔陶瓷层,在提升耐腐蚀性的同时增加表面辐射率(达 0.85 以上),增强辐射散热占比。对于高湿度环境,电泳涂漆工艺能形成均匀绝缘涂层(厚度 20-30μm),防止金属氧化锈蚀,同时满足电气绝缘要求(...
型材散热器基本参数
- 品牌
- 锦航
- 型号
- 型材散热器
- 加工定制
- 是
型材散热器企业商机
型材散热器的安装方式影响散热效果。螺栓固定时,需均匀分布拧紧力矩(通常 3-5N・m),确保基板与器件表面贴合度(间隙≤0.05mm),必要时涂抹导热硅脂(导热系数 1-5W/(m・K))填充微观缝隙。卡扣式安装适用于轻量化场景,通过弹性结构提供持续压力(≥5N),简化装配流程。对于大功率器件,可采用倒装焊接,直接将芯片与散热器通过焊料(如 Sn-Ag-Cu 合金)连接,热阻降低至 0.02℃/W 以下。型材散热器的回收再利用符合绿色制造理念。铝合金散热器的回收利用率可达 95% 以上,回收过程中通过高温熔炼去除表面涂层,重新挤压成型,材料性能损失只 5%-10%。设计时采用无铅表面处理工艺(如无铬钝化),减少回收处理中的环境污染。部分企业已实现闭环生产,将报废产品直接转化为新散热器原料,降低资源消耗。铲齿散热器的散热面积大,能够同时处理多种散热任务。太原新能源型材散热器厂家
型材散热器的热仿真优化需多维参数协同。利用 ANSYS Fluent 建立模型时,需定义材料各向异性导热系数(挤压方向与径向差异约 5%-10%),设置合理的网格密度(鳍片区域≤1mm)。仿真结果需通过红外热成像验证,热点温度偏差控制在 ±2℃内。针对 300W 以上的大功率场景,需耦合流场与温度场分析,优化风道设计使风速均匀性提升至 80% 以上。模块化型材散热器实现灵活配置。标准基板尺寸涵盖 30×30mm 至 200×200mm,通过榫卯结构拼接,组合误差≤0.1mm,确保散热面平整。每个模块设计单独安装孔位(M3-M5 螺纹),适配不同封装器件(TO-220、D²PAK 等)。在工业控制柜中,可根据功率器件布局快速组合,较定制化方案缩短交货周期 60%,且维护时只需更换故障模块,降低成本。长沙型材散热器生产散热器能够保持电脑运行时的稳定性。

异形型材散热器是紧凑空间散热的解决方案。针对新能源汽车 DC/DC 转换器的不规则布局,可采用 L 型、U 型截面设计,鳍片沿散热路径梯度分布,热源附近鳍片密度提升 20%。模具开发需采用 3D 打印预成型技术,将传统 30 天的模具周期缩短至 7 天,且能实现 0.5mm 的鳍片精度。此类散热器通过冷热循环测试(-40℃至 125℃,1000 次)后,结构强度衰减率≤5%,满足车规级可靠性要求。型材散热器的鳍片结构参数对对流换热影响明显。自然对流时,鳍片高度通常为基板宽度的 1-1.5 倍,间距控制在 8-12mm,避免气流干扰形成死区;强制风冷场景下,间距可压缩至 3-5mm,配合 15-30m/s 风速形成湍流,强化换热系数至 50-100W/(m²・K)。鳍片厚度需兼顾强度与重量,0.8-1.2mm 的薄壁设计可在相同材料用量下增加 30% 散热面积,通过有限元分析验证,其挠度在 10Pa 风压下可控制在 0.5mm 以内。
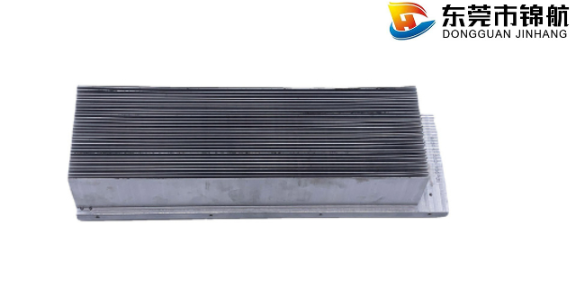
型材散热器的挤压工艺决定了其结构连续性与尺寸精度。生产时,金属坯料在高温高压下通过模具挤出,形成一体化的鳍片与基板结构,避免了组装式散热器的接触热阻问题。模具设计需精确计算鳍片厚度(通常 0.8-2mm)与高度(10-100mm),以匹配不同功率器件的散热需求。对于大功率场景,可通过镶嵌铜块或复合铝材提升局部导热能力,铜铝复合型材的热导率可达 250W/(m・K) 以上,适用于 CPU、IGBT 等高热流密度元件。型材散热器的散热性能评估需结合热阻与压降参数。热阻(℃/W)反映热量传递阻力,高质量产品在自然对流下热阻可低至 0.5℃/W,强制风冷时能降至 0.1℃/W 以下。压降则关系到风扇能耗,鳍片排列的导流设计可减少气流紊乱,例如采用倾斜鳍片或波纹结构,在相同风量下压降降低 15%-20%。此外,热仿真软件(如 ANSYS Icepak)可通过模拟流场与温度场,优化鳍片数量与分布,缩短产品开发周期。散热器的形状和大小会影响其散热效果和安装位置。

型材散热器的对流散热强化技术不断创新。微通道型材散热器通过 0.5-2mm 的细微流道,增加流体扰动,在相同体积下散热面积提升 2-3 倍,适用于液冷系统。部分产品采用仿生结构,模拟蜂巢或叶脉的分支设计,使热量分布更均匀,热点温差可控制在 5℃以内。此外,在鳍片顶端加装涡流发生器,能破坏边界层,强化换热效率 15%-20%。轨道交通领域的型材散热器需满足高可靠性要求。高铁牵引变流器的散热器要承受 300W 以上的热负荷,且需通过 100 万次以上的振动测试。采用宽厚比大于 10 的薄壁鳍片(厚度 1mm,高度 10mm),配合整体锻造工艺消除内部应力,避免冷热循环导致的开裂。散热系统与车体风道联动,利用列车行驶时的高速气流实现强制冷却,降低能耗。散热器的散热效果越好,电脑的噪音越低。东莞新能源型材散热器设计
散热器的款式和颜色也是关注散热器产品的一些买家必须的选项。太原新能源型材散热器厂家
智能型材散热器的温度监测集成。在基板内部植入 NTC thermistor(精度 ±1℃),通过 I²C 总线输出温度数据,实时反馈散热效果。配合可调节风扇,实现动态散热控制,较恒速风扇节能 30%-50%。传感器封装采用导热环氧树脂(导热系数 1.5W/(m・K)),与基板热阻≤0.02℃/W,确保测温准确性。适用于服务器、充电桩等需智能温控的场景。大尺寸型材散热器的焊接工艺突破。针对 500mm 以上的散热器,采用搅拌摩擦焊拼接,焊缝强度达母材的 90%,热阻与母材一致(≤0.01℃/W)。焊接过程中保持温度≤200℃,避免材料性能退化,焊后平面度控制在 0.2mm/m 以内。这种工艺较传统熔焊减少 80% 的变形量,且无气孔、裂纹等缺陷,适用于光伏逆变器、大型变频器等设备。太原新能源型材散热器厂家
与型材散热器相关的文章

湖南水冷型材散热器批发
- 江苏铜料型材散热器设计 2025-12-29
- 江门电子型材散热器工艺 2025-12-29
- 深圳6063未时效型材型材散热器定制 2025-12-29
- 六安铜料型材散热器优点 2025-12-29
- 安徽1060型材型材散热器生产 2025-12-29
- 广东型材散热器优点 2025-12-29
- 江苏新能源型材散热器工艺 2025-12-29
- 长沙型材散热器性能 2025-12-29
- 长沙热管型材散热器工艺 2025-12-29
- 太原型材散热器优点 2025-12-29
- 中山光学型材散热器定制 2025-12-29
- 合肥水冷型材散热器优点 2025-12-29
与型材散热器相关的产品


与型材散热器相关的新闻
-
湖南铜料型材散热器加工 2025-12-28 19:04:22还在为设备高温 “” 烦恼?型材散热器,以科技解锁散热新境界!铝合金材质兼具轻盈体态与强悍导热性能,密度为铜的 1/3,散热效率却能实现 3 倍飞跃,真正做到 “轻装上阵,高效散热”。精密挤压工艺雕琢出的复杂鳍片结构,瞬间拓展 8 倍散热面积,热阻直降至 0.1℃/W,无论是 CPU 的高频运转...
-
长沙铲齿型材散热器 2025-12-28 21:05:20型材散热器的热仿真优化流程已形成标准化体系。首先建立三维模型,定义材料属性与边界条件(如环境温度 25℃,风速 3m/s),然后通过 CFD 软件计算温度场分布,识别热点区域。针对热点,可局部增加鳍片密度或采用高导热材料镶嵌,使温度降低 8-12℃。通过样机测试验证(如红外热成像),确保仿真误差控制...
-
安徽电子型材散热器生产 2025-12-28 00:14:41型材散热器在电力电子领域的选型需精确匹配器件热特性。以 IGBT 模块为例,其热流密度常达 50-100W/cm²,需搭配基板厚度≥5mm 的型材散热器,通过增大热扩散路径降低热点温度。6063 铝合金因导热系数(201W/(m・K))与成本平衡,成为主流选择,而在高频工况下,含硅量 0.4%-0....
-
苏州电子型材散热器厂家 2025-12-28 07:04:43智能型材散热器的温度监测集成。在基板内部植入 NTC thermistor(精度 ±1℃),通过 I²C 总线输出温度数据,实时反馈散热效果。配合可调节风扇,实现动态散热控制,较恒速风扇节能 30%-50%。传感器封装采用导热环氧树脂(导热系数 1.5W/(m・K)),与基板热阻≤0.02℃/W,确...
与型材散热器相关的问题
新闻资讯
产品推荐
-

惠州铝型材铲齿散热器批发
2026-01-10 -

东莞新能源铲齿散热器性能
2026-01-09 -

惠州6063未时效型材铲齿散热器批发
2026-01-09 -

广东铲齿散热器报价
2026-01-09 -

广州铝型材铲齿散热器性能
2026-01-09 -

热管铲齿散热器优点
2026-01-09 -

新能源铲齿散热器定制
2026-01-09 -
东莞6063未时效型材铲齿散热器定制
2026-01-09 -
山西铲齿散热器报价
2026-01-09