铣边机以其优势在螺旋焊管生产时得到广泛应用。与圆盘剪相比,铣边机提高了板边加工质量,使成型与焊接过程更加稳定;降低了板材消耗;提高了生产安全性。但铣边工艺也有固有的缺点,控制不好时会导致一系列的成型、焊接缺陷,如气孔、夹渣、未焊透、烧塌、焊偏、焊道不规则等。应正确使用铣边机铣边方法。1、合理选择铣削工艺和参数根据生产实际情况合理选择铣边工艺。在保证生产的情况下,尽量采用单铣边工艺,选择Ⅰ型坡口,从而使铣边缺陷减少且易于加工。选择合适的工作宽度,一般选择8-10mm的铣削量。即铣削工作宽度=窄实际原板宽度-8mm。韩国气动式自动倒角机倒角比较大坡口是多少mm?吉林国产倒角机价格咨询
自走式钢板坡口机船舶冶金焊接铣边机10D不锈钢板平板开口机钢板坡口机是在焊接制造加工过程中,为了保证焊接质量,在焊接前对工件需要焊接处进行开坡口的一种机器,钢板坡口机和平板坡口机主要是针对板材进行坡口。是一种***适用于船舶,冶金,钢结构等各种焊接制造行业的焊割辅助设备。电机转速:1450r/min进给速度:1500-2500m/min夹持板厚:6-30mm夹持板宽:≥75mm加工板长:≥70mm坡口角度:25°-45°单次坡口宽度:12mm坡口宽度:0-18mm刀盘直径:93mm工作台高度:680mm行走占地面积:800×800mm净重:155Kg中国台湾进口倒角机供应商GCR-70PCL可以提高自由边打磨品质和速度 -使用造船工业用倒角刀。

圆管倒角机倒角面精细,不起毛边,有如交叉研磨面。适合各种小型模具,小型模具、机械零件制造的倒角。操作时将工件靠住滑轨由左往右切削。滑轨采用模具钢经热处理,经久耐用。操作简单,倒角规整,调整方便,经济可靠。圆管倒角机倒角作业时工作人员须带手套。在使用前,先打开开关,使刀盘转动后,注意刀盘的旋转方向,再从头把加工物体向前推移切削。检查主轴两螺丝是否紧固,及刀片压装螺丝是否有松动。更换刀片时,卸去导板,装上刀片后须检查是否装坚固再操作。同气割开坡口的方法相比,能耗低、坡口速度快(为气割的三倍以上),且不需清毛刺。同刨边机、龙刨等其他切削设备相比,圆管倒角机价格低廉、占地面积小、耗能*是它们的十分之一、加工时工件不需装夹,所以使用方便、工效高、配用托架可不受工件的长度、宽度限制。因此应用圆管倒角机加工坡口远胜于其他设备,是当今国内理想的钢板焊前坡口设备。利用滚剪原理,在滚刀旋转带动钢板前进的相对运动中,将钢板的边角切除,圆管倒角机能满足A3钢板、不锈钢板及16Mn板等焊接前的坡口需要,加工的坡口尺寸正确,表面光洁。
作为焊管生产线中的高精度关键设备,铣边机技术的发展和研究一直为国内外焊管厂家所关心。本文以某合作企业现有大口径直缝埋弧焊管线机组(UOE)中的铣边机为研究对象,针对钢板铣削质量超差问题,对铣边机系统中夹钳小车装置的状态及系统精度进行分析。论文主要工作内容如下:首先,为***掌握UOE焊管线机组铣边机系统中夹钳小车装置的机械结构特性,利用三维制图软件Pro/E建立夹钳小车装置的三维实体模型,进而利用有限元分析软件Abaqus对其进行应力及变形分析,以明确此装置中的薄弱环节,为后续设备的改进奠定理论基础。自动铣边机可持续工作多长时间?

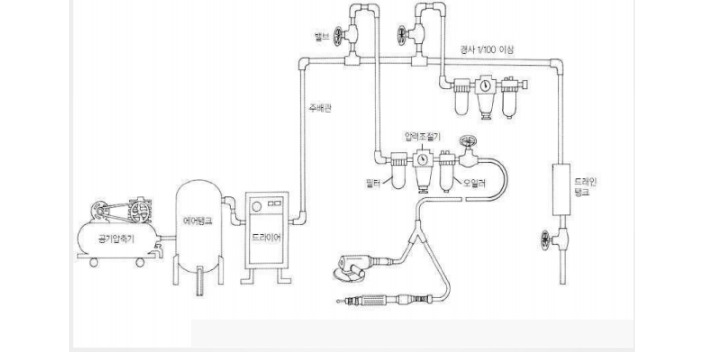
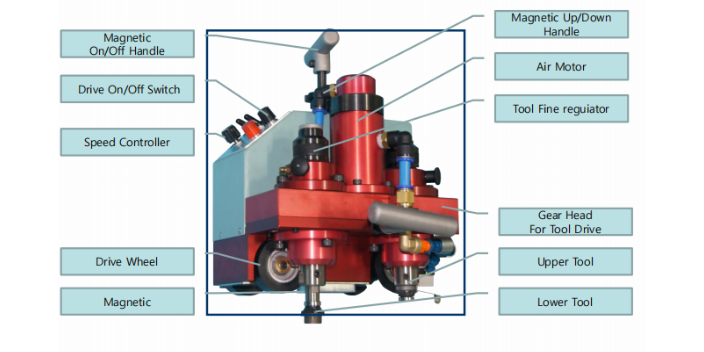
表面工程仿若一场给材料披上“防护战甲”的行动,热喷涂配套倒角机起关键作用,仿若一位打造战甲关键部位的“铁匠”。在航空发动机叶片、船舶螺旋桨等部件热喷涂涂层前,需对基体表面准确倒角,如同为战甲打造完美贴合的接口,增强涂层附着力。热喷涂配套倒角机依据涂层工艺要求,精确控制倒角角度、粗糙度,为热喷涂创造良好界面条件,确保涂层牢固附着,提高部件耐磨、耐蚀、隔热等性能,延长使用寿命,保障好的装备可靠运行,让装备在严苛环境中无畏前行。自动铣边机COTR-501通过气体实现驱动和铣边。山东品质倒角机是什么
韩国气动式倒角小车一台大概多少钱?吉林国产倒角机价格咨询
2、灵活调整铣边机在特定情况下,可以灵活地调整铣边机,以适应不同的情况。如钢板工作宽度偏差为1-3mm时,一般不会影响成型质量;钢板边缘偏离递送线1-3mm时也基本能受控制。因此,当钢板无法控制将要脱铣时,可以通过微调床头箱来控制。再有一种情况是:如果部分钢卷宽度超标不大,可通过微调铣边机的工作宽度来减少刀片铣削量,延长其使用寿命。3、规范使用及刀片更换铣边机必须定期润滑、保养,以保证设备的完好及稳定性。必须选用耐磨、散热性能较好的涂层刀片,并及时、定期更换。需要注意:铣刀盘追求整体效果,如果只更换部分刀片,会引起“金属线”缺陷,也会增加其他刀片的工作强度,因此,换刀时必须全部更换。吉林国产倒角机价格咨询