精度差异的**在于硬件配置与算法设计的层级化:激光技术方案:**型号采用双激光束实时补偿技术,可抵消振动、温度漂移导致的偏差;而基础型号可能*配置单激光源,受光束发散角和探测器尺寸限制,长距离测量时误差累积更明显。传感器与算法:AS500等**型号集成数字倾角仪和动态补偿算法,能自动修正热膨胀、软脚...
激光联轴器对中仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER
- 型号
- AS500
- 类型
- 激光对中仪
- 重量
- 1
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
激光联轴器对中仪企业商机
HOJOLO激光联轴器对中仪长时间使用后,校准精度可能出现漂移,这种漂移是仪器硬件老化、环境累积影响及校准状态变化共同作用的结果,具体成因及表现可从以下三方面分析:一、精度漂移的**成因1.硬件组件的老化与损耗长期使用会导致**部件性能衰减,直接引发精度偏移:激光发射与接收模块:激光二极管(光源)功率随使用时长衰减(通常寿命约10000小时),可能导致光束准直度下降;CCD/CMOS探测器的光敏元件灵敏度降低,尤其在高温、高湿工况下,易出现信号识别偏差,例如某案例中使用3年的设备,光斑定位误差较新设备增大0.003mm。光学元件污染与磨损:反射镜、透镜表面易附着粉尘、油污,或因振动产生细微划痕,导致光束散射、折射,进而使测量基准偏移。若未定期清洁,误差可能累积至0.01mm以上。机械结构形变:支架、磁力底座等金属部件长期受振动、温度变化影响,可能出现微量形变(如铝合金支架热胀冷缩累积变形),破坏激光发射器与反光靶的同轴度,尤其在大跨度测量时,误差会被进一步放大。激光联轴器对中仪配备专业技术团队,随时提供上门指导服务。工业激光联轴器对中仪
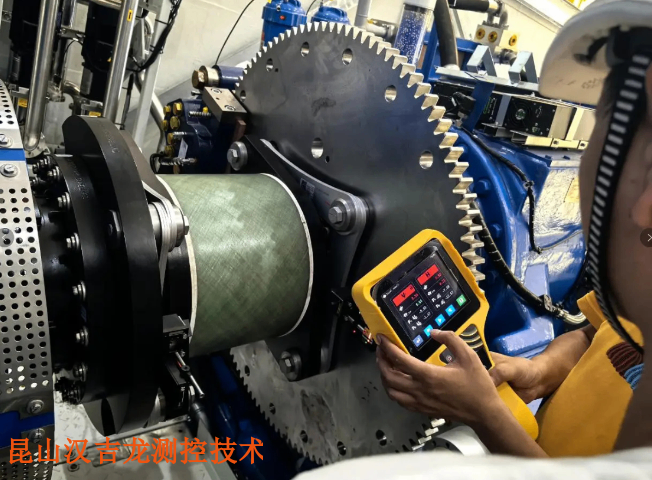
激光联轴器对中仪
激光联轴器对中仪(以HOJOLO系列为典型**)校准柔性联轴器需遵循“预处理-精细测量-动态调整-验证归档”的全流程规范,尤其需针对柔性联轴器的弹性形变特性强化软脚处理与动态补偿环节。以下是适配柔性联轴器的详细校准步骤,结合行业实操标准与HOJOLO设备特性展开说明:一、校准前准备:基准条件确认与工具适配1.技术参数与安全前置标准核对:查阅设备手册明确柔性联轴器的偏差允许阈值(如聚氨酯弹性联轴器通常允许径向偏差≤0.5mm、角向偏差≤0.8°),同时参考GB/T11345-2022中关于柔性传动装置的对中精度要求;能量隔离:切断设备电源并执行LOTO(上锁挂牌)程序,释放液压/气压系统残余压力,拆除联轴器联接螺栓(避免弹性体形变干扰测量基准);工具适配:HOJOLO系列优先选用磁吸式激光探头(如ASHOOTER500标配的强磁底座),无需钻孔焊接,5分钟内可完成安装;若为大直径柔性联轴器(如膜片式),需搭配延长杆套件确保激光束平行于轴线。ASHOOTER激光联轴器对中仪操作步骤校准后设备的运行数据,激光联轴器对中仪可与校准前进行对比分析。

HOJOLO通过场景自适应算法匹配不同设备特性,精度提升效果呈现差异化优势:高速精密设备:如汽轮机、离心式压缩机,校准后运转精度提升直接体现为振动频谱优化。某化工企业压缩机经AS500型号校准后,轴承温度从68℃(超标)降至48℃(正常),振动频谱中2倍转频峰值(不对中典型特征)下降90%,设备综合效率提升15%;重型低速设备:针对矿山破碎机等重载设备,重点优化径向振动。某案例中,校准后径向振动值从0.2mm降至0.05mm,避免机架松动与轴承异常磨损,部件使用寿命延长2倍以上;精密加工设备:机床主轴与减速机联轴器校准后,加工精度***提升。某精密机械厂引入HOJOLO服务后,产品废品率从8%降至2%,**原因是联轴器对中误差从0.05mm修正至0.005mm,消除了因传动偏差导致的加工偏移。
数据记录:保存完整校准报告,包含冷态/热态偏差数据、软脚处理记录、调整垫片厚度及振动验证结果(HOJOLO设备支持U盘导出PDF报告);周期制定:根据工况确定复校周期,例如连续运行的化工泵组柔性联轴器建议每3个月复校一次,高温工况(>100℃)需缩短至1个月;异常标记:若校准后仍存在微小偏差(如0.03mm径向偏差),需在报告中注明是否在柔性联轴器补偿范围内(如弹性体允许吸收0.05mm以内偏差则无需进一步调整)。关键注意事项与常见误区规避避免过度调整:柔性联轴器无需追求“零偏差”,例如某型号橡胶弹性联轴器允许0.1mm径向偏差,过度调整可能导致弹性体预压缩变形,反而缩短寿命;热态补偿应用:高温工况下(如汽轮机柔性联轴器),需启用HOJOLO的热膨胀补偿功能,输入弹性体热膨胀系数(如橡胶为1.8×10⁻⁴/℃),校准后热态偏差可控制在0.02mm以内;螺栓紧固顺序:装复联轴器螺栓时需按“十字交叉法”分次拧紧,避**侧受力导致激光测量的偏差数据失真激光联轴器对中仪在潮湿环境下使用,校准精度会受影响吗?

激光联轴器对中仪的校准精度存在明确的数值范围体系,该范围受仪器硬件性能、测量原理、行业标准及实际工况共同约束,不同精度等级的设备对应差异化的数值区间。以下结合国内外校准规范(如JJF浙1196-2023)、主流品牌参数(HOJOLO、AS500等)及工业场景验证数据,从基础精度、行业标准、品牌差异、工况影响四个维度展开量化解析:一、基础精度数值范围:按测量维度划分激光对中仪的校准精度**分为径向偏差精度(平行错位)、角度偏差精度(倾斜错位)两类指标,不同精度等级设备的数值范围差异***:1.高精度机型(适用于汽轮机、精密压缩机)径向精度:基础测量精度可达±0.001mm,动态补偿后实际应用精度稳定在±1-3μm(如HOJOLOASHOOTER系列、法国AS500)。例如在石化厂压缩机对中案例中,ASHOOTER系列通过双激光束动态修正热膨胀误差,冷态与热态偏差控制在±2μm以内,较传统千分表法精度提升100倍;角度精度:角度测量分辨率≤±0.001°,重复性误差<±0.0005°。如AS500配备1280×960像素的CCD探测器,可捕捉0.0001°的微小角度偏移,满足膜片式柔性联轴器(允许角向偏差≤0.1°)的高精度校准需求。激光联轴器对中仪的校准精度是否能满足高精度设备的运维需求?工业激光联轴器对中仪
针对大跨度轴系校准,激光联轴器对中仪可保障全段精度一致。工业激光联轴器对中仪
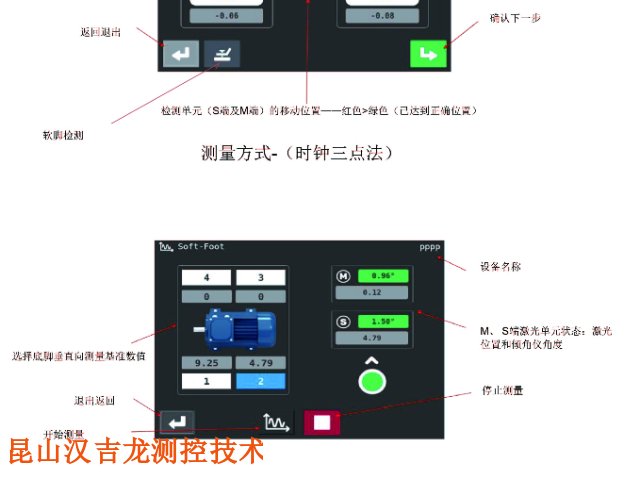
以柔性联轴器校准为例,实时数据验证的操作步骤通常包括:安装与初始校准:将激光发射器、探测器分别固定在电机轴与泵轴上,确保与轴同心,激光束投射至探测器中心后,系统自动采集初始偏差数据并显示在屏幕上。动态调整与数据监测:根据屏幕提示调整设备地脚(如增减垫片、左右平移),过程中实时观察径向/轴向偏差值变化。例如HOJOLO设备会通过图形化界面标注调整方向,操作人员可根据实时数据逐步逼近合格范围。锁定后的复测验证:拧紧设备地脚螺栓后,再次启动旋转测量,系统实时复测偏差数据。若数据稳定在合格区间(如径向偏差≤0.05mm),则完成校准;若出现数据波动,可通过振动、温度模块进一步排查是否存在安装松动或负载干扰。工业激光联轴器对中仪
与激光联轴器对中仪相关的文章

无线激光联轴器对中仪怎么用
- 常见激光联轴器对中仪电话 2026-05-04
- 租用激光联轴器对中仪贴牌 2026-05-04
- 专业级激光联轴器对中仪使用方法 2026-05-04
- 多功能激光联轴器对中仪怎么样 2026-05-03
- 租用激光联轴器对中仪哪家好 2026-05-03
- 国产激光联轴器对中仪调试 2026-05-03
- AS500激光联轴器对中仪怎么样 2026-05-03
- HOJOLO激光联轴器对中仪批发 2026-05-03
- 常见激光联轴器对中仪价格 2026-05-03
- 租用激光联轴器对中仪操作步骤 2026-05-02
- 工厂激光联轴器对中仪操作步骤 2026-05-02
- 经济型激光联轴器对中仪服务 2026-05-02
与激光联轴器对中仪相关的产品




与激光联轴器对中仪相关的新闻
-
转轴激光联轴器对中仪使用方法图解 2026-05-01 03:04:10数据记录:保存完整校准报告,包含冷态/热态偏差数据、软脚处理记录、调整垫片厚度及振动验证结果(HOJOLO设备支持U盘导出PDF报告);周期制定:根据工况确定复校周期,例如连续运行的化工泵组柔性联轴器建议每3个月复校一次,高温工况(>100℃)需缩短至1个月;异常标记:若校准后仍存在微小偏差(如0....
-
HOJOLO激光联轴器对中仪多少钱 2026-05-01 14:03:58HOJOLO激光联轴器对中仪通过硬件防护升级、多维度补偿算法及抗干扰技术,在粉尘、高温、高振动等恶劣工况下可保持稳定校准精度,其**优势体现在针对性的工况适配设计与实际工业场景验证中,具体分析如下:一、恶劣工况的**挑战与HOJOLO的适配能力工业场景中的“恶劣工况”主要包括粉尘潮湿、高温温差、强电...
-
汉吉龙激光联轴器对中仪激光 2026-05-01 21:03:56HOJOLO激光联轴器对中仪长时间使用后,校准精度可能出现漂移,这种漂移是仪器硬件老化、环境累积影响及校准状态变化共同作用的结果,具体成因及表现可从以下三方面分析:一、精度漂移的**成因1.硬件组件的老化与损耗长期使用会导致**部件性能衰减,直接引发精度偏移:激光发射与接收模块:激光二极管(光源)功...
-
马达激光联轴器对中仪使用视频 2026-05-01 11:03:50HOJOLO激光联轴器对中仪通过硬件防护升级、多维度补偿算法及抗干扰技术,在粉尘、高温、高振动等恶劣工况下可保持稳定校准精度,其**优势体现在针对性的工况适配设计与实际工业场景验证中,具体分析如下:一、恶劣工况的**挑战与HOJOLO的适配能力工业场景中的“恶劣工况”主要包括粉尘潮湿、高温温差、强电...
与激光联轴器对中仪相关的问题
新闻资讯
产品推荐
-

昆山角度偏差测量仪调试
2026-05-05 -
无线激光联轴器对中仪怎么用
2026-05-04 -
专业级对中仪服务定做
2026-05-04 -

教学对中仪服务怎么用
2026-05-04 -

CCD联轴器振动红外对中仪使用方法图解
2026-05-04 -

浙江对中仪服务
2026-05-04 -

常见激光联轴器对中仪电话
2026-05-04 -
synergys对中仪服务企业
2026-05-04 -

经济型联轴器振动红外对中仪找正方法
2026-05-04