AS热膨胀智能对中仪在精度上的优势主要体现在以下四个**维度,这些优势通过多传感器融合技术、动态补偿算法和工业场景适配性实现,形成了与其他品牌的***差异:一、基础精度指标的**性AS系列的**型号(如AS500)凭借**±的***精度和长跨距(5-10米)重复性≤**的表现,在同类产品...
泵轴热补偿对中仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER,SYNERGYS
- 型号
- 爱司500
- 类型
- 气体检漏仪
- 电源
- 220
- 加工定制
- 是
- 重量
- 1
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
泵轴热补偿对中仪企业商机
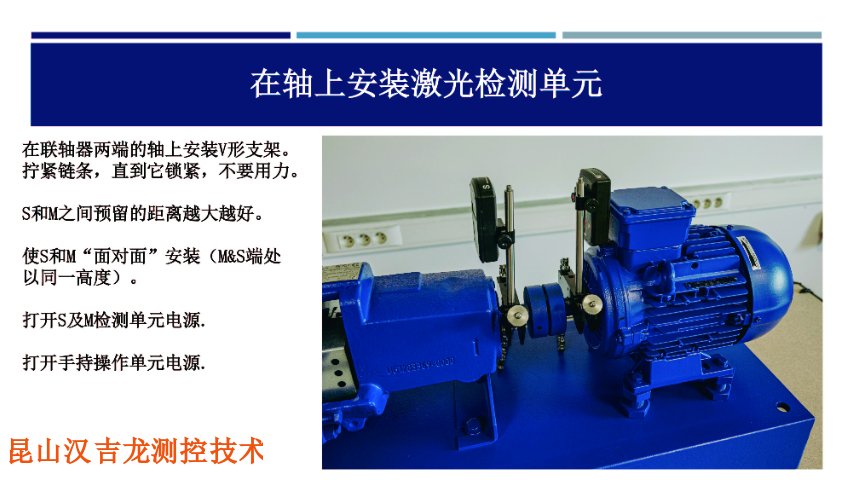
ASHOOTER系列中针对立式泵轴热补偿的**型号为ASHOOTER+激光轴对中仪,其垂直安装热变形补偿能力与高精度特性在石化、电力等行业的立式泵维护中表现***,具体技术优势如下:垂直安装热变形补偿的**技术1.动态热补偿算法与材质数据库ASHOOTER+内置20多种材料的热膨胀系数数据库(如钢、铸铁、不锈钢等),可根据立式泵的材质自动计算热态膨胀量。例如,某石化企业的高温立式泵(介质温度120℃)在冷态对中时,系统依据碳钢的热膨胀系数(约12×10⁻⁶/℃),自动将冷态偏差预留至-0.03mm,热态运行时偏差被控制在±0.02mm以内,避免了传统手动计算可能产生的±0.1mm级误差。泵轴热态补偿对中仪冷态校准预留量,热态运行无偏差。瑞典泵轴热补偿对中仪校准规范

验证汉吉龙(HOJOLO)SYNERGYS热补偿对中仪模式的准确性,需要结合设备实际运行特性、数据对比分析、现场测试验证等多维度手段,确保其热补偿算法能真实反映设备在温度变化下的轴系对中偏差。以下是具体验证方法和关键步骤:一、基础校准:验证仪器硬件与冷态对中精度热补偿模式的准确性依赖于仪器本身的基础精度,需先排除硬件误差:冷态对中精度验证在设备停机、温度稳定(接近环境温度)的“冷态”下,使用SYNERGYS对中仪测量轴系对中数据(如径向偏差、角度偏差),并与高精度激光对中仪(如福禄克、普卢福)或机械对中工具(如百分表)的测量结果对比。要求冷态下的对中数据偏差≤(径向)或≤°(角度),确保仪器基础测量功能无硬件误差。温度传感器校准SYNERGYS热补偿模式依赖温度传感器采集设备关键部位(如电机壳体、泵壳、轴承座)的温度数据,需验证传感器精度:使用标准温度计(精度±℃)与仪器自带传感器在相同位置、相同工况下同步测量温度,对比偏差是否≤1℃(工业对中场景允许误差范围);检查传感器安装是否贴合设备表面(避免空气间隙导致的测温滞后),确保温度采集真实反映设备实际温升。 工业泵轴热补偿对中仪怎么用ASHOOTER离心泵轴热补偿对中仪化解热变形难题,延长设备寿命。

操作便捷性对精度的增益零门槛操作减少人为误差AS的“尺寸-测量-结果”三步法和自动计算补偿值功能,使非专业人员也能达到专业级精度。例如,某化工企业使用AS设备后,离心泵振动速度从8mm/s降至,达到ISO10816-3标准的良好等级。而Prüftechnik的OptalignEX虽有直观界面,但部分功能仍需手动输入参数。可视化引导提升调整效率AS的,实时显示调整方向和量值,避免传统二维界面的误判。Fixturlaser的EXO虽有图形化界面,但未实现动态3D模拟。行业场景适配的针对性优化立式设备专属解决方案AS针对立式泵、电机等设备集成自动垫片计算系统,可根据垂直度偏差和设备重量自动生成垫片厚度(精确至),替代传统试垫法,对中时间缩短50%以上。这一功能在Fixturlaser和Prüftechnik的产品中未见明确提及。预测性维护的精度延伸AS通过红外热成像(160×120像素,热灵敏度<50mK)和振动分析(10Hz-10kHz频率范围),将对中精度与设备健康状态关联。例如,当轴对中偏差达,系统可提**-6个月通过轴承温度异常升高预警,这种多维数据融合能力是其他品牌所欠缺的。S热膨胀智能对中仪的精度优势不仅体现在静态指标(如±)。
热变形模型构建与实时迭代材料特性数据库内置20余种金属/复合材料热膨胀系数库(如316不锈钢α=16×10⁻⁶/℃,Inconel718α=13×10⁻⁶/℃),支持用户自定义输入特殊材质参数。系统根据设备材质、轴长、温度梯度自动生成分段热膨胀模型(如每5℃为一个补偿段)。ASHOOTER对中仪动态补偿算法**采用卡尔曼滤波+有限元耦合算法,实时融合温度、几何、振动数据:预补偿计算:基于当前温度预测轴系热伸长量ΔL=α×L×ΔT,结合激光测量的初始偏差,生成冷态调整建议(如电机需垫高);动态修正:设备运行中,若温度波动超过±2℃,算法自动更新补偿量,并通过振动频谱分析验证补偿效果(如2倍转频频段幅值下降>30%视为有效)。AI学习与自优化系统内置历史数据学习模块,分析设备运行3个月以上的温度-偏差-振动数据,利用机器学习识别热变形规律,生成个性化补偿曲线。例如,某炼油厂离心泵经学习后,补偿精度从±±。 AS热膨胀智能对中仪的操作界面是否易于学习和使用?
数据验证:构建多维度效果评估体系振动与温度的协同验证补偿后需检测振动频谱(重点关注2倍转频频段幅值,降幅应≥30%)和轴承温升(较补偿前降低≥10℃),若指标无改善,需排查模型参数或传感器安装问题。采用红外热像仪扫描轴系区域,确认温度分布均匀性(无局部过热区),避免因补偿不当导致的偏磨发热。长期数据趋势分析定期导出历史数据(建议每周1次),分析温度-偏差-振动的关联性:若相同温度下偏差逐渐增大,可能提示设备基础沉降或部件老化,需提前干预。维护保养:保障设备长期可靠性传感器与激光单元的校准温度传感器每6个月用标准恒温槽校准(精度±℃),ASHOOTER激光测量单元每年返厂或用标准量块校准(确保)。定期检查传感器线缆接头(如航空插头),涂抹导电膏防止氧化,避免接触电阻过大导致数据跳变。软件与电池管理及时更新设备固件(通过厂商提供的OTA升级功能),优化补偿算法;便携式设备需确保电池电量≥80%时进行测量,避免低电量导致数据采集中断。 与其他品牌的对中仪相比,AS热膨胀智能对中仪的精度有何优势?欧洲泵轴热补偿对中仪多少钱
化工泵轴热补偿对中仪适应高温介质,对中效果持久。瑞典泵轴热补偿对中仪校准规范
高精度要求的**制造设备半导体晶圆加工设备的主轴系统这类设备对温度变化极其敏感(如温度波动1℃可能导致晶圆定位偏差±2μm)。HOJOLO-SYNERGYS模式通过微分段补偿(如每10℃为一个补偿段)和实时温度场监测,例如:技术创新:集成红外热像仪(分辨率160×120像素),实时生成轴系温度分布云图,系统根据温度梯度动态调整补偿参数,在20-30℃范围内实现,满足晶圆切割±5μm的位置精度要求。精密机床的高速电主轴例如五轴联动加工中心的主轴(转速>20,000rpm),运行时轴承温升可达40℃以上。分段模式通过动态-静态双补偿机制,例如:补偿策略:静态对中时按预设温度段(20-30℃、30-40℃、40-50℃)补偿热伸长量,动态运行时结合振动传感器数据(频率范围10Hz-10kHz),实时修正补偿值,确保主轴径向跳动≤。 瑞典泵轴热补偿对中仪校准规范
与泵轴热补偿对中仪相关的文章
马达泵轴热补偿对中仪使用视频
- 原装进口泵轴热补偿对中仪服务 2026-05-18
- 租用泵轴热补偿对中仪调试 2026-05-18
- 红外泵轴热补偿对中仪电话 2026-05-18
- 质量泵轴热补偿对中仪操作步骤 2026-05-10
- 设备泵轴热补偿对中仪装置 2026-05-09
- 瑞典泵轴热补偿对中仪怎么用 2026-05-07
- 激光泵轴热补偿对中仪工作原理 2026-05-02
- 欧洲泵轴热补偿对中仪电话 2026-05-02
- 振动泵轴热补偿对中仪哪家好 2026-05-01
- AS100泵轴热补偿对中仪厂家排名 2026-05-01
- 自主研发泵轴热补偿对中仪 2026-05-01
- 租用泵轴热补偿对中仪使用视频 2026-04-27
与泵轴热补偿对中仪相关的产品



与泵轴热补偿对中仪相关的新闻
-
机械泵轴热补偿对中仪贴牌 2026-04-17 10:02:59选择适合AS泵轴热补偿对中升级仪的热补偿模式,需结合设备的运行工况、温度特性、结构参数及升级仪的功能特性综合判断。以下从**依据、常见模式及适配场景三方面展开说明,帮助精细匹配需求。一、选择热补偿模式的**依据热补偿模式的本质是通过算法模拟泵轴在温度变化下的变形规律,因此选择的**是让模式与...
-
耦合泵轴热补偿对中仪服务 2026-04-17 15:02:39环境适应性:应对复杂工况的干扰高温与腐蚀性环境防护传感器需选用耐高温型号(如介质温度>150℃时,选用PT1000铂电阻,耐温≥200℃),外壳采用316不锈钢材质抵抗酸碱腐蚀;激光单元需加装防尘防水罩(防护等级≥IP65),避免粉尘、水汽附着镜头导致测量漂移。在湿热环境(如南方雨季)中,需定期用无...
-
汉吉龙泵轴热补偿对中仪操作步骤 2026-04-16 22:02:46数据逻辑验证:热补偿算法合理性检验通过分析仪器输出数据的规律性和一致性,验证算法逻辑是否符合热膨胀物理规律。温度-位移相关性验证在设备升/降温过程中(如从启动到满负荷,或从满负荷停机冷却),连续记录SYNERGYS测量的温度值(T)和对应的热位移补偿值(Δ),绘制Δ-T曲线。判断标准:曲...
-
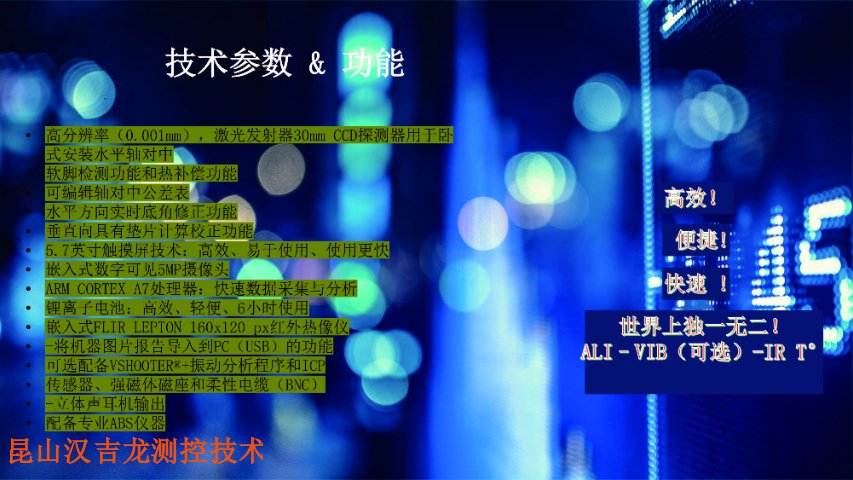
泵轴热补偿对中仪现状 2026-04-16 16:02:33AS热膨胀智能对中仪的精度因型号不同而有所差异,主要型号的精度如下:ASHOOTER激光轴对中仪:采用635-670nm半导体激光发射器与30mm高分辨率CCD探测器,测量精度达±。AS500激光精密对中校正仪:***精度达±,且支持双激光束动态补偿,在长跨距(5-10米)场景中重复性≤。A...
与泵轴热补偿对中仪相关的问题
新闻资讯
产品推荐
-
福建国产疏水阀检测仪
2026-05-21 -

红外振动激光对中仪厂家排名
2026-05-21 -

HOJOLO轴对中校准测量仪定做
2026-05-21 -

ASHOOTER联轴器对中服务视频
2026-05-21 -

青海疏水阀检测仪公司
2026-05-21 -

耦合角度偏差测量仪定做
2026-05-21 -

AS500便携同心度检测仪使用视频
2026-05-21 -

俄罗斯激光对中仪原理
2026-05-20 -
河南苏州激光对中仪
2026-05-20