- 品牌
- 明治、金阳、火神
- 型号
- 齐全
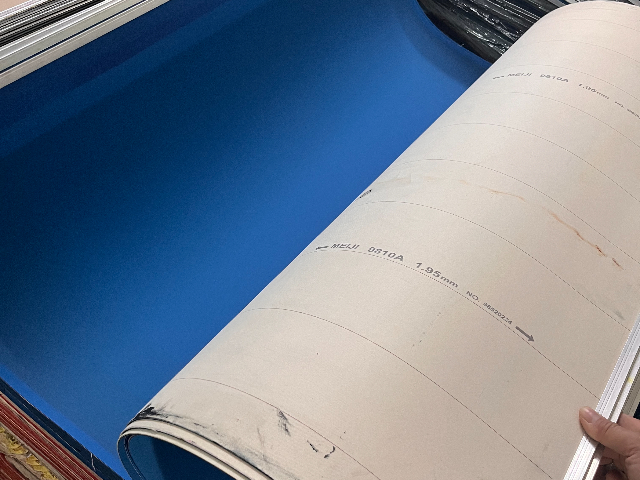
装橡皮布时,衬垫的平整至关重要,不能有任何起皱现象。一般橡皮布的包衬组合有橡皮布 + 毡呢 + 纸,或者橡皮布 + 精纺毛料 + 纸等形式,这些包衬材料在铺设时需格外小心,稍有不慎就容易起皱。绷紧橡皮布时,拖梢和咬口两边要同时进行,严禁单面绷紧,操作过程中务必注意安全,防止工具和螺丝插入滚筒轧坏橡皮布。新橡皮布弹性好、伸展性强,绷紧时应逐渐进行,绷紧一次后,让胶印机合压 3 - 5min,然后再次绷紧,如此反复 2 - 3 次,即可达到理想的绷紧程度。安装完成后,要检查橡皮布及其衬垫是否平服,若橡皮布内有墨皮、纸屑等杂物,出现凸凹现象,需重新安装。挥发性慢的溶剂洗橡皮布,易使其溶胀变形。惠州明治橡皮布翻新
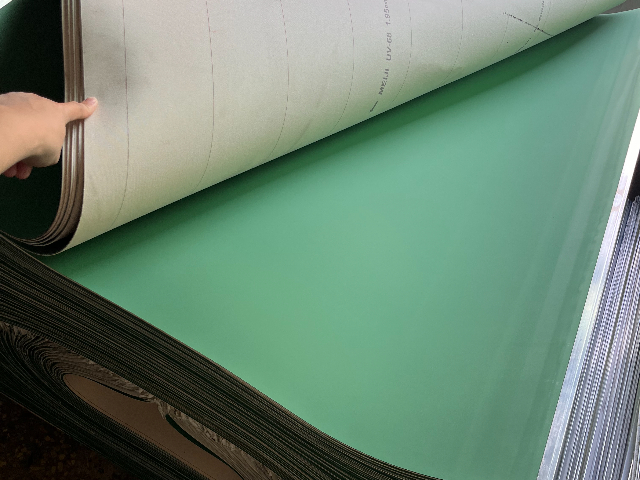
橡皮布翻新是针对印刷机用橡皮布的专业修复工艺,通过系统性处理恢复其弹性、平整度和传墨性能,大幅延长使用寿命。与更换新橡皮布相比,翻新可降低 60% 以上的材料成本,尤其适合进口橡皮布(如海德堡、罗兰机型)的二次利用。其逻辑是保留橡皮布基材的力学性能,修复表面磨损、压痕和老化问题 —— 经检测,合格的翻新橡皮布使用寿命可达新布的 70%-80%,印刷精度偏差控制在 0.02mm 以内,完全满足中印刷需求。在包装印刷、书刊印刷等领域,橡皮布翻新已成为降本增效的重要手段,某大型印刷厂应用后,年耗材支出减少 120 万元。湖北迪可橡皮布回收橡皮布表面混合物层,清洁容易且长期使用不易留痕。
翻新橡皮布的质量检测体系,是确保其性能稳定的保障。专业的橡皮布翻新企业会建立多道检测工序,从前期筛选到终出厂,每一步都有严格的标准:筛选阶段,通过拉力测试、弹性测试,淘汰基材强度不足、弹性衰减严重的橡皮布;修复过程中,每完成一道工序(如清洗、填补),都需通过表面粗糙度仪、厚度仪检测,确保符合工艺要求;出厂前,进行模拟印刷测试,在测试机上印刷标准色卡和网点图案,检测墨色均匀性、网点还原度、套印精度等关键指标,只有所有指标达标,才能出厂交付。此外,部分企业还会提供质量质保服务,若翻新橡皮布在正常使用中出现质量问题,可重新修复或更换,这种完善的检测和质保体系,彻底解决了印刷厂对翻新橡皮布质量的顾虑,让更多企业敢于尝试并长期使用。
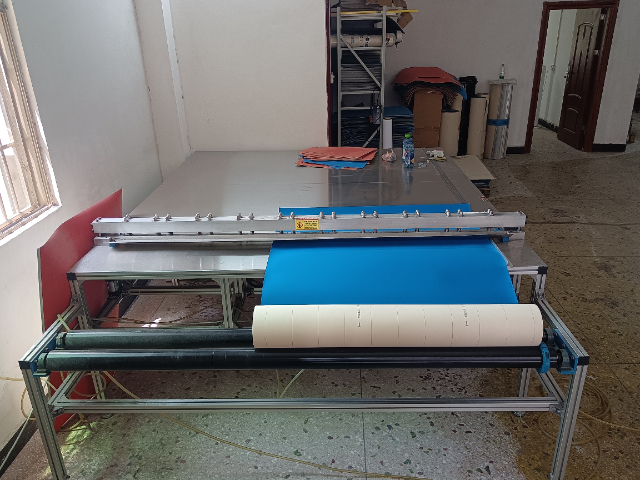
橡皮布的安装与调试要点:新橡皮布安装到印刷机上时,需遵循特定步骤。首先进行初检,仔细查看有无起皱、气泡等问题。确认无问题后,让滚筒合压转几圈压实,再进行紧固。因新橡皮布弹性好、伸展性强,绷紧时应逐渐操作,拖梢、咬口两边同时进行,避**面绷紧。每绷紧一次,待机合压辗压 3 - 5 分钟,重复多次达到绷紧目的。绷紧后,要目测或用手抚摸检查橡皮布及其衬垫材料是否平服,及时处理因墨皮、纸屑等引起的凹凸问题。同时,安装时要确保橡皮布裁切正确,四边成直角,对角线相等,且纬向与版夹平行,**版夹的深度一致。安装完成后,还需根据橡皮布及衬垫厚度,结合印刷压力要求进行调试,保证印刷过程中橡皮布能正常工作,实现精细的图文转移。垫橡皮布时常用 0.05mm 左右的纸,印迹有差别。
翻新过程需采用环保工艺,减少 VOCs 排放和废水污染。表面处理阶段使用水性清洗剂(pH 值 7-8)替代溶剂型清洗剂,COD 值≤300mg/L;涂层材料采用高固含量(≥70%)水性聚氨酯,VOCs 排放量≤50g/L,符合 GB 30981 标准。废水处理采用 “混凝沉淀 + 超滤” 工艺,悬浮物去除率≥95%,COD 去除率≥80%,处理后的水循环用于基材清洗,回用率达 60%。固化炉安装活性炭吸附装置(吸附效率≥90%),定期更换的废炭可进行热再生(再生率≥85%)。某环保型翻新工厂通过这些措施,实现单位产品的污染物排放较传统工艺减少 70%。表面耐石油性佳的橡皮布,汽油清洗也不易出问题。惠州明治橡皮布翻新
橡皮布黏性强,能有效吸附油墨完成转移工作。惠州明治橡皮布翻新
翻新前需通过专业检测设备对橡皮布进行评估,建立三级损伤评级标准。一级损伤为轻微磨损:表面粗糙度 Ra≤1.5μm,无明显压痕,需表面处理;二级损伤含局部压痕(深度≤0.3mm)和老化硬化,需进行填充修复;三级损伤涉及基材撕裂(长度<5mm)或弹性层严重降解,需复合修补。检测工具包括:激光轮廓仪(测量精度 0.5μm)评估表面平整度,邵氏硬度计(A 型)检测弹性(合格范围 65-75HA),拉力试验机测试基材抗拉强度(≥15MPa)。通过 20 项指标检测,可精细判断是否具备翻新价值,避免无效加工 —— 数据显示,约 85% 的退役橡皮布可通过翻新重新投入使用。惠州明治橡皮布翻新

在寒冷地区(环境温度<15℃),橡皮布基材易硬化,翻新工艺需针对性调整。预处理阶段增加恒温软化步骤:将橡皮布置于 40℃恒温箱中 2 小时,使邵氏硬度降至 70HA 以下;涂层材料需预热至 25-30℃(黏度控制在 2000-3000mPa・s),确保涂布流畅;固化温度提高至 130℃(常规为 120℃),延长保温时间至 40 分钟,保证交联充分。低温环境下的粘合强度测试标准更严格:-10℃冷冻 24 小时后,剥离强度下降率≤10%。某东北印刷厂采用调整后工艺,翻新橡皮布在冬季低温印刷时,弹性保持率达 90%,较未调整工艺提升 25%。部分的橡皮布厂家实现全产业链绿色可持续发展模式。山西二手橡...
- UV橡皮布批发 2026-02-24
- 广州普通橡皮布翻新 2026-02-24
- 河北康迪橡皮布加工 2026-02-14
- 山西印铁橡皮布供应商 2026-02-14
- 广州平张橡皮布货源 2026-02-13
- 山西橡皮布代理商 2026-02-13
- 东莞康迪橡皮布加工 2026-02-13
- 中山国产橡皮布翻新 2026-02-13
- 广东康迪橡皮布厂家直销 2026-02-13
- 浙江凤凰橡皮布供应商 2026-02-13

- 东莞橡皮布翻新 2026-02-12
- 湖北凤凰橡皮布源头厂家 2026-02-12
- 深圳明治橡皮布翻新 2026-02-12
- 河南凤凰橡皮布厂家 2026-02-11
- 广东普通橡皮布 2026-02-11
- 湖南印铁橡皮布供应商 2026-02-11




- 广州平张橡皮布货源 02-13
- 山西橡皮布代理商 02-13
- 东莞康迪橡皮布加工 02-13
- 中山国产橡皮布翻新 02-13
- 广东康迪橡皮布厂家直销 02-13
- 浙江凤凰橡皮布供应商 02-13
- 中山明治橡皮布厂家直销 02-13
- 湖南火神橡皮布代理商 02-12
- 湖北橡皮布货源 02-12
- 佛山平张橡皮布供应商 02-12