AS热膨胀智能对中仪在精度上的优势主要体现在以下四个**维度,这些优势通过多传感器融合技术、动态补偿算法和工业场景适配性实现,形成了与其他品牌的***差异:一、基础精度指标的**性AS系列的**型号(如AS500)凭借**±的***精度和长跨距(5-10米)重复性≤**的表现,在同类产品...
泵轴热补偿对中仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER,SYNERGYS
- 型号
- 爱司500
- 类型
- 气体检漏仪
- 电源
- 220
- 加工定制
- 是
- 重量
- 1
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
泵轴热补偿对中仪企业商机
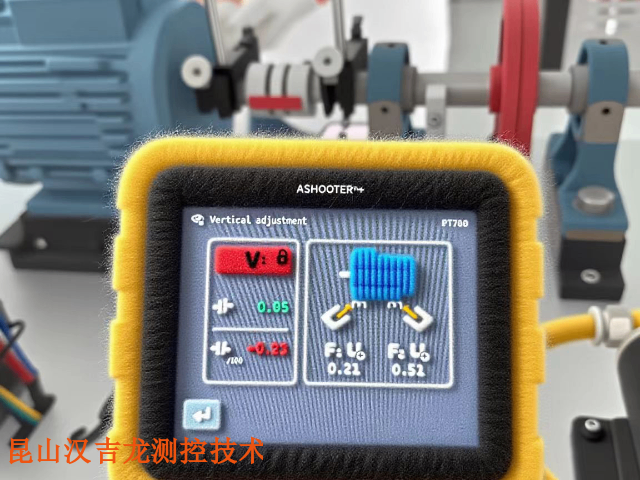
源数据实时采集与同步温度场动态监测设备关键部位(如泵壳、轴承座、电机端盖)部署高精度温度传感器网络(如薄膜NTC热敏电阻,精度±℃,响应时间<5ms),形成分布式温度监测矩阵。传感器间距根据设备热传导特性设置(通常≤1米),覆盖热源(如机械密封、齿轮箱)和热敏感区域(如长轴中间段)。轴系几何参数测量采用双激光束+30mmCCD探测器技术,实时捕捉联轴器的径向偏差(平行度)和角度偏差(张口量),分辨率达。激光发射器与接收器通过无线模块同步数据,消除线缆干扰,支持复杂结构中的灵活安装。ASHOOTER振动与热成像辅助集成ICP磁吸式振动传感器(频率范围1Hz~14kHz)和FLIRLepton160×120像素红外热像仪,同步采集振动频谱(识别不对中特征频率)和温度分布云图(定位局部过热区域),形成“几何偏差+热状态+动力学特性”的三维数据体系。 化工泵轴热补偿对中仪适应高温介质,对中效果持久。法国泵轴热补偿对中仪公司
热态模拟测试:验证补偿算法与热变形规律的匹配性热补偿模式的**是通过温度数据预测轴系热变形量,需通过热态模拟测试验证算法是否贴合设备实际热变形规律:分步升温模拟测试对设备进行“阶梯式升温”:从冷态开始,通过低负荷运行、外部加热(如加热带)或自然升温,使设备温度逐步升高(如每升温10℃停机一次)。每次温度稳定后,同步记录:SYNERGYS热补偿模式预测的“热态对中偏差”(基于当前温度计算的补偿量);实际停机后(温度未骤降前)用激光对中仪测量的“真实热态对中偏差”。对比两者偏差:要求预测值与实际测量值的偏差≤(径向)或≤°(角度),且趋势一致(如温度升高时,电机轴向上抬升的方向与预测一致)。全工况热态数据采集在设备满负荷运行、达到稳定热平衡(温度波动≤2℃/30min)后,持续记录:SYNERGYS实时输出的“热补偿后目标对中值”(即冷态时应预留的补偿量);此时用便携式对中仪(需适应高温环境)直接测量热态下的实际对中偏差。验证逻辑:若热补偿模式准确,冷态按补偿量调整后,热态实际对中偏差应接近理想值(如≤)。ASHOOTER泵轴热补偿对中仪保修如何获取AS热膨胀智能对中仪的用户手册和培训资源?

高精度要求的**制造设备半导体晶圆加工设备的主轴系统这类设备对温度变化极其敏感(如温度波动1℃可能导致晶圆定位偏差±2μm)。HOJOLO-SYNERGYS模式通过微分段补偿(如每10℃为一个补偿段)和实时温度场监测,例如:技术创新:集成红外热像仪(分辨率160×120像素),实时生成轴系温度分布云图,系统根据温度梯度动态调整补偿参数,在20-30℃范围内实现,满足晶圆切割±5μm的位置精度要求。精密机床的高速电主轴例如五轴联动加工中心的主轴(转速>20,000rpm),运行时轴承温升可达40℃以上。分段模式通过动态-静态双补偿机制,例如:补偿策略:静态对中时按预设温度段(20-30℃、30-40℃、40-50℃)补偿热伸长量,动态运行时结合振动传感器数据(频率范围10Hz-10kHz),实时修正补偿值,确保主轴径向跳动≤。
第三方校准与证书验证通过**机构校准或厂商提供的计量证书,确认仪器基础性能合规。要求厂商提供SYNERGYS对中仪的计量器具型式批准证书(CPA)或ISO17025实验室校准报告,报告中应明确热补偿模式在不同温度、轴长下的最大允许误差(MPE),且MPE需符合行业标准(如≤)。必要时委托第三方计量机构(如国家计量院)进行现场校准,出具校准证书,确保数据溯源性。验证汉吉龙SYNERGYS热补偿对中仪模式的准确性需结合实验室静态校准(基础精度)、现场动态对比(实际适用性)、数据逻辑分析(算法合理性)、长期运行反馈(效果验证)及第三方认证,多维度交叉验证后,若各项指标均符合上述标准,即可确认其热补偿模式准确可靠。 AS热膨胀智能对中仪的精度有多高?

热变形模型构建与实时迭代材料特性数据库内置20余种金属/复合材料热膨胀系数库(如316不锈钢α=16×10⁻⁶/℃,Inconel718α=13×10⁻⁶/℃),支持用户自定义输入特殊材质参数。系统根据设备材质、轴长、温度梯度自动生成分段热膨胀模型(如每5℃为一个补偿段)。ASHOOTER对中仪动态补偿算法**采用卡尔曼滤波+有限元耦合算法,实时融合温度、几何、振动数据:预补偿计算:基于当前温度预测轴系热伸长量ΔL=α×L×ΔT,结合激光测量的初始偏差,生成冷态调整建议(如电机需垫高);动态修正:设备运行中,若温度波动超过±2℃,算法自动更新补偿量,并通过振动频谱分析验证补偿效果(如2倍转频频段幅值下降>30%视为有效)。AI学习与自优化系统内置历史数据学习模块,分析设备运行3个月以上的温度-偏差-振动数据,利用机器学习识别热变形规律,生成个性化补偿曲线。例如,某炼油厂离心泵经学习后,补偿精度从±±。 泵轴热补偿校准测量仪降低因热偏差导致的机械损耗。ASHOOTER泵轴热补偿对中仪保修
如何验证汉吉龙SYNERGYS热补偿对中仪模式的准确性?法国泵轴热补偿对中仪公司
高温场景实测验证AS500在风电、石化、冶金等复杂工况中已通过实际验证。例如,某石化企业使用AS500对离心泵进行对中后,振动速度从8mm/s降至,达到ISO10816-3标准的良好等级。其红外热像功能可快速定位高温设备的异常热源,如轴承温度异常升高时,能通过热像图与激光对中数据相互验证,提高故障诊断的准确性。与其他型号的对比ASHOOTER+:虽支持输入20多种材料的热膨胀系数并自动计算补偿值,但其红外测温范围*-20℃~+150℃,且未集成振动分析功能,难以满足极端高温场景的***监测需求。ASHOOTER基础版:缺乏自动热补偿功能,需手动输入参数,效率较低。AS100:*具备基础对中与振动分析功能,无热膨胀补偿和红外监测能力,无法适应高温环境。AS500凭借高精度热态补偿、宽温区红外监测、多技术融合的特性,成为高温环境下轴对中校正的优先型号,尤其适用于冶金熔炉、石化反应器、高温风机等场景。 法国泵轴热补偿对中仪公司
与泵轴热补偿对中仪相关的文章

马达泵轴热补偿对中仪使用视频
- 原装进口泵轴热补偿对中仪服务 2026-05-18
- 租用泵轴热补偿对中仪调试 2026-05-18
- 红外泵轴热补偿对中仪电话 2026-05-18
- 质量泵轴热补偿对中仪操作步骤 2026-05-10
- 设备泵轴热补偿对中仪装置 2026-05-09
- 瑞典泵轴热补偿对中仪怎么用 2026-05-07
- 激光泵轴热补偿对中仪工作原理 2026-05-02
- 欧洲泵轴热补偿对中仪电话 2026-05-02
- 振动泵轴热补偿对中仪哪家好 2026-05-01
- AS100泵轴热补偿对中仪厂家排名 2026-05-01
- 自主研发泵轴热补偿对中仪 2026-05-01
- 租用泵轴热补偿对中仪使用视频 2026-04-27
与泵轴热补偿对中仪相关的产品


与泵轴热补偿对中仪相关的新闻
-
机械泵轴热补偿对中仪贴牌 2026-04-17 10:02:59选择适合AS泵轴热补偿对中升级仪的热补偿模式,需结合设备的运行工况、温度特性、结构参数及升级仪的功能特性综合判断。以下从**依据、常见模式及适配场景三方面展开说明,帮助精细匹配需求。一、选择热补偿模式的**依据热补偿模式的本质是通过算法模拟泵轴在温度变化下的变形规律,因此选择的**是让模式与...
-
耦合泵轴热补偿对中仪服务 2026-04-17 15:02:39环境适应性:应对复杂工况的干扰高温与腐蚀性环境防护传感器需选用耐高温型号(如介质温度>150℃时,选用PT1000铂电阻,耐温≥200℃),外壳采用316不锈钢材质抵抗酸碱腐蚀;激光单元需加装防尘防水罩(防护等级≥IP65),避免粉尘、水汽附着镜头导致测量漂移。在湿热环境(如南方雨季)中,需定期用无...
-
汉吉龙泵轴热补偿对中仪操作步骤 2026-04-16 22:02:46数据逻辑验证:热补偿算法合理性检验通过分析仪器输出数据的规律性和一致性,验证算法逻辑是否符合热膨胀物理规律。温度-位移相关性验证在设备升/降温过程中(如从启动到满负荷,或从满负荷停机冷却),连续记录SYNERGYS测量的温度值(T)和对应的热位移补偿值(Δ),绘制Δ-T曲线。判断标准:曲...
-
泵轴热补偿对中仪现状 2026-04-16 16:02:33AS热膨胀智能对中仪的精度因型号不同而有所差异,主要型号的精度如下:ASHOOTER激光轴对中仪:采用635-670nm半导体激光发射器与30mm高分辨率CCD探测器,测量精度达±。AS500激光精密对中校正仪:***精度达±,且支持双激光束动态补偿,在长跨距(5-10米)场景中重复性≤。A...
与泵轴热补偿对中仪相关的问题
新闻资讯
产品推荐
-

汉吉龙联轴器对中仪企业
2026-05-20 -
三合一轴对中校准测量仪使用方法
2026-05-20 -

质量角度偏差测量仪写论文
2026-05-20 -

江西疏水阀检测仪服务
2026-05-20 -

经济型联轴器对中服务操作步骤
2026-05-20 -

湖南马达激光对中仪
2026-05-20 -
振动镭射主轴对准仪使用方法图解
2026-05-20 -

经济型便携同心度检测仪用途
2026-05-20 -

工业百分表对中仪怎么样
2026-05-20