- 品牌
- VISEE,慧炬
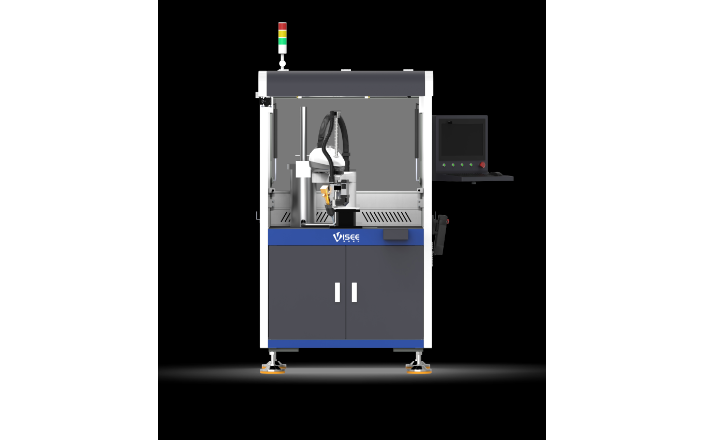
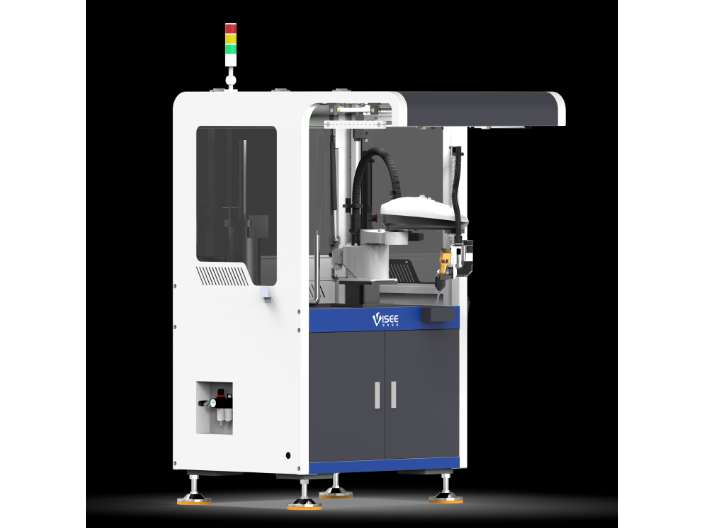
- 型号
- G300
- 类型
- 在线跟随点胶机
- X轴行程
- 450
- Y轴行程
- 380
- Z轴行程
- 200
- 最大负载
- 6
- 移动速度
- 1000
- 重复精度
- ±0.02
- 存储空间
- 128
- 气源
- 0.5-0.7
- 电源
- 220/50
- 功率
- 1500
- 最小吐出量
- 0.1
- 吐出时间调节
- 0.01
- 吐出频率
- 100
- 外形尺寸
- 1100*1400*1800
- 重量
- 500
- 产地
- 广州
- 厂家
- 慧炬智能
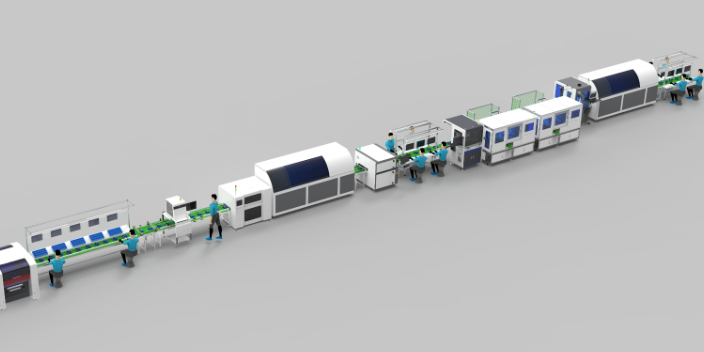
在线检测与质量追溯系统的集成,使点胶机具备了闭环质量控制能力。在 PCB 板的点胶生产中,设备搭载的 3D 视觉检测模块,可实时测量胶点的高度、直径和体积,数据采样频率达 1000 次 / 秒,一旦发现不合格胶点立即触发补胶动作,使产品合格率提升至 99.8%。系统通过 RFID 技术记录每个工件的点胶参数,包括胶量、压力、速度等数据,形成可追溯的生产档案,便于后期质量分析。在医疗器械的点胶过程中,检测系统还能识别胶水的颜色变化,判断胶水是否在有效期内,避免因材料失效导致的产品质量问题。全自动视觉点胶机识别 FPC 柔性板上的 Mark 点,自动补偿位置偏差,点胶良率达 99.8%。CCD点胶机公司
点胶机
点胶机的工作原理基于对流体材料的精确输送和控制。其流程包括流体储存、输送、计量和涂布四个环节。首先,胶水等流体材料被存储在料筒或容器中,通过气压、螺杆或活塞等驱动方式,将流体输送至点胶针头。在输送过程中,控制系统根据预设的参数,如点胶量、点胶速度、点胶时间等,精确计量流体的输出量。当流体到达点胶针头后,针头按照设定的轨迹移动,将流体均匀地涂布在产品表面或缝隙处。整个过程通过传感器实时监测,确保点胶位置、流量和形状符合要求,从而实现高精度、高稳定性的点胶作业。CCD点胶机公司点胶机搭载温度传感器,实时监测胶水温度,自动调节加热功率,保持胶水粘度稳定。
点胶机主要由供料系统、驱动系统、控制系统和执行机构四大部分组成。供料系统包括料筒、压力罐、输送管道等,负责储存和输送流体材料,确保材料供应稳定且无气泡。驱动系统通常采用伺服电机或步进电机,为点胶针头的移动和流体的推送提供动力,保证运动的准确性和稳定性。控制系统是点胶机的 “大脑”,由 PLC、触摸屏或计算机组成,可实现参数设置、路径编程、状态监控等功能,支持复杂轨迹的点胶操作。执行机构则包括点胶针头、机械臂或工作台,针头的规格根据流体特性和点胶要求选择,机械臂或工作台负责带动针头或产品完成相对运动,实现准确涂布。
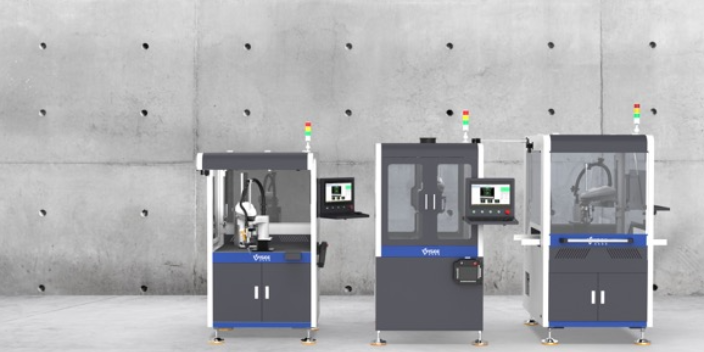
多轴联动技术是点胶机处理复杂工件的能力,目前主流设备已实现 6 轴联动控制。在珠宝首饰的镶嵌工艺中,6 轴点胶机能围绕不规则宝石的边缘,以 0.03mm 的精度点涂珠宝胶,胶线宽度保持在 0.1mm 以内,既保证宝石的牢固固定,又不影响首饰的美观度。对于汽车发动机的涡轮增压器叶轮,点胶机通过 5 轴联动,在曲面叶片的根部点涂高温结构胶,胶点的三维坐标误差控制在 ±0.02mm,满足叶轮高速旋转时的强度要求。多轴联动系统还能实现倾斜点胶,在手机中框的倒角位置形成 45 度角的胶线,解决了传统直角点胶易产生气泡的问题,使粘接强度提升 20%。双工位点胶机交替作业,在汽车传感器引线处涂覆绝缘胶,每小时可处理 800 件产品。
点胶机在长期运行中可能出现多种故障,及时排查是保证生产连续性的关键。胶量不稳定是常见问题,若胶量忽大忽小,首先应检查气源压力是否稳定,气压式供胶需确保压力波动在 ±0.1bar 以内;其次查看针头是否堵塞或磨损,磨损的针头会导致出胶量变大,需及时更换。点胶位置偏移时,需检查视觉系统的光源是否正常,镜头是否有污渍,若定位基准点识别错误,可重新校准视觉参数;机械臂轨道若有异物卡顿,也会影响运动精度,需定期清洁并添加润滑油。胶水拉丝现象多因胶水粘度高或点胶速度慢导致,可通过提高点胶温度降低粘度,或优化点胶路径使针头快速脱离胶点,减少拉丝产生。旋转式点胶机适配圆形工件涂胶,在轴承密封圈内侧均匀点注防水胶,实现 360° 无死角覆盖。安徽电路板点胶机功能
桌面型点胶机配备触摸屏操作界面,支持 U 盘导入点胶路径,满足小批量多品种生产需求。CCD点胶机公司
光伏组件的长期户外使用,对点胶密封的可靠性要求极高。在太阳能电池板的边框密封中,点胶机沿着铝边框与玻璃的结合面涂抹硅酮密封胶,胶宽控制在 5mm±0.2mm,胶层厚度不小于 3mm,确保组件在 - 40℃至 85℃的温度循环中不出现渗水现象。针对接线盒的灌胶工艺,点胶机定量注入灌封胶,胶量误差不超过 ±1%,完全填充接线盒内部空间,形成绝缘、防水的保护层,耐受 1000V 以上的高压。在光伏板的汇流带固定中,点胶机使用导电胶点涂,胶点的电阻值控制在 5mΩ 以下,确保电流的低损耗传输,提升光伏组件的发电效率。CCD点胶机公司
- 重庆慧炬点胶机公司 2026-04-28
- 华北全类型点胶机 2026-04-28
- 广东机器人点胶机哪家好 2026-04-28
- 四川半导体点胶机品牌 2026-04-28
- 视觉点胶机 2026-04-28
- 上海RTV点胶机选型 2026-04-28