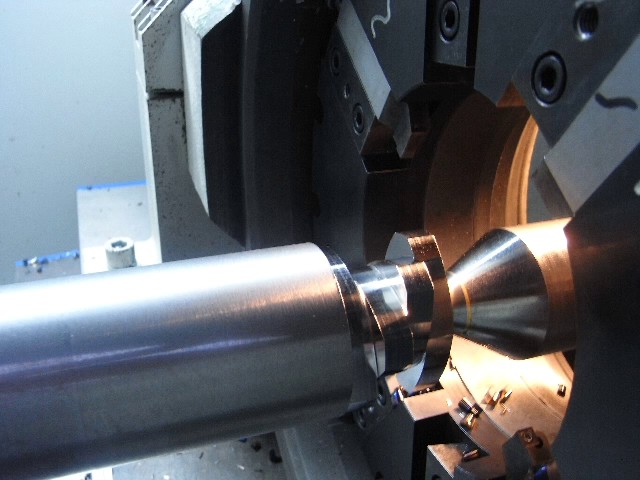
在南京创远旋铣,滚珠丝杠硬旋风铣床展现出了良好的性能和广泛的应用价值。某机械制造企业面临着滚珠丝杠加工的难题。以往采用传统加工方式,不仅效率低下,而且难以保证滚珠丝杠的高精度要求。引入南京创远旋铣的滚珠丝杠硬旋风铣床后,情况得到了极大改善。这台机床采用CBN铣刀对硬度高达HRC60±2的滚珠丝杆进行硬旋风铣削。针对不同类型的滚珠丝杆,灵活运用内包络旋风铣削和外旋风铣削的不同结构。例如,对于有特殊要求的滚珠丝杠,外旋铣的方式避免了工艺台阶,确保了产品的完整性和精度。在实际生产中,该机床不仅能够成型硬铣淬火滚珠丝杠,还能铣削精密梯形丝杠及螺杆泵转子。其加工长度可达2000-8000mm,满足了多种规格产品的加工需求。通过使用南京创远旋铣的滚珠丝杠硬旋风铣床,该企业大幅提高了生产效率,缩短了生产周期。同时,加工出的滚珠丝杠精度更高,表面质量更好,提升了产品在市场上的竞争力。它可以实现多种加工方式的切换,适应不同的加工需求。宿迁数控旋风铣欢迎选购
数控旋风铣作为一种高效的金属加工设备,其主要工作方式是借助高速旋转的刀盘,搭配度的硬质合金刀具对各类工件进行铣削加工,其工作效率相较于传统的车削、铣削设备有着明显的优势。在实际加工过程中,刀盘的高速旋转为主要动力来源,能够在短时间内完成对工件表面的切削处理。硬质合金刀具凭借其高硬度和耐磨性,即使在高速切削的严苛环境下,也能保持稳定的切削性能,有效减少了刀具更换的频率,进一步提升了整体加工效率。与传统设备相比,数控旋风铣在处理相同规格的工件时,不仅能缩短加工时间,还能减少因多次装夹带来的误差,从而保证了加工质量的稳定性。这种高效的加工方式使其在批量生产中备受青睐,尤其适用于对加工效率要求较高的制造场景。空压机螺杆数控旋风铣规格内旋风铣与外旋风铣。

旋风铣的实现方式:1、旋风铣专机:该方式精度虽高,加工范围也广,但需要巨额投资设备;并且柔性差,不能完成走心机能加工的后续车铣及钻孔等一系列的其他加工工序;在走心机旋风铣动力刀座出现后,在加工接骨螺钉小蜗杆、微型小丝杠等领域,该专机方式已经完全淘汰;2、普通车床+旋风铣刀座:该方式为国内采用的改造方式,投资小但比较低端,只能加工大的丝杠等部件,不能加工接骨螺钉等微型零件且精度有限;3、瑞士型走心机+旋风铣刀座:该方式只需在走心机上加装旋风铣刀座,精度高,数控化自动加工,加工范围较广且不需要购买专用机床,投资少,效益高;并且可以完成车铣钻等后续一系列其他加工工序,可以实现无人值守高效加工;是接骨螺钉和小蜗杆等零件的加工解决方案
数控旋风铣在加工过程中,会依据工件的螺距或导程,沿着轴向进行精细的进给运动,这一环节是保证加工质量的关键。螺距和导程是工件螺纹结构的重要参数,直接影响着螺纹的配合精度和使用性能。设备通过先进的数控系统,能够精确计算出进给量和进给速度,确保刀具在轴向移动过程中,每一步的位移都与工件的螺距或导程相匹配。这种精细的轴向进给运动,使得刀具能够按照预设的轨迹进行切削,从而加工出符合要求的螺纹结构。无论是普通的标准螺纹,还是具有特殊螺距或导程的非标准螺纹,数控旋风铣都能通过精细的轴向进给运动来保证加工的准确性,满足不同工件的加工需求。数控旋风铣的加工工艺通过智能化的编程,可灵活应对各种形状和规格的工件加工需求。

在数控旋风铣的工作过程中,刀盘带动成型刀进行高速旋转,这一运动是设备的主运动,为切削加工提供了主要的动力和切削速度;而工件则以相对较慢的速度进行旋转,起到辅助运动的作用。主运动的高速性保证了切削的效率,成型刀在高速旋转下能够精细地对工件进行切削成型,确保了加工表面的规整性。工件的慢速旋转则是为了配合主运动,使刀具能够均匀地作用于工件的各个部位,尤其是在加工具有螺旋结构或环形特征的工件时,这种辅助运动显得尤为重要。主运动与辅助运动的协同配合,形成了一套完整高效的加工体系,使得数控旋风铣能够稳定、精细地完成各类复杂工件的加工任务。该设备具有较高的刚性和稳定性,能够承受较大的切削力。连云港数控旋风铣欢迎咨询
数控旋风铣的加工过程中噪音低,对环境污染小。宿迁数控旋风铣欢迎选购
旋风铣专机该方式精度虽高,加工范围也广,但需要巨额投资设备;并且柔性差,不能完成走心机能加工的后续车铣及钻孔等一系列的其他加工工序;在走心机旋风铣动力刀座出现后,在加工接骨螺钉小蜗杆、微型小丝杠等领域,该专机方式已经完全淘汰。2、普通车床+旋风铣刀座该方式为国内采用的改造方式,投资小但比较低端,只能加工大的丝杠等部件,不能加工接骨螺钉等微型零件且精度有限。3、瑞士型走心机+旋风铣刀座该方式只需在走心机上加装旋风铣刀座,精度高,数控化自动加工,加工范围较广且不需要购买专用机床,投资少,效益高;并且可以完成车铣钻等后续一系列其他加工工序,可以实现无人值守高效加工;是接骨螺钉和小蜗杆等零件的加工解决方案宿迁数控旋风铣欢迎选购